




















Pre-stamping • 5-axis machining • Second operation machining
Workholding solutions
for maximum efficiency and process reliability.
Workholding for CNC Manufacturing
– From pre-stamping to second operation
Modern CNC manufacturing places high demands on workholding: a wide range of workpieces, complex 5-axis machining, and growing pressure to increase efficiency. LANG Technik offers comprehensive workholding solutions — from pre-stamping to 5-axis machining and second operation. All components are precisely coordinated to ensure stable processes, short setup times, and consistently reproducible results — whether manual or automated.
The end-to-end workholding process chain in CNC manufacturing
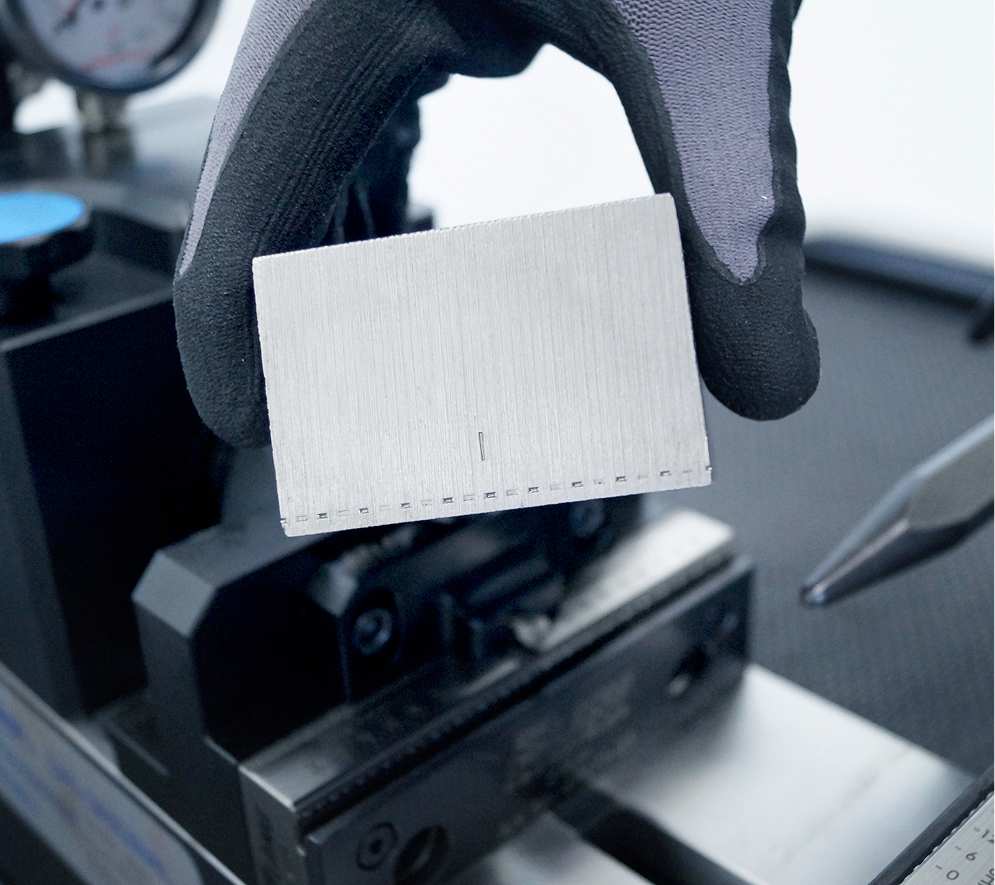
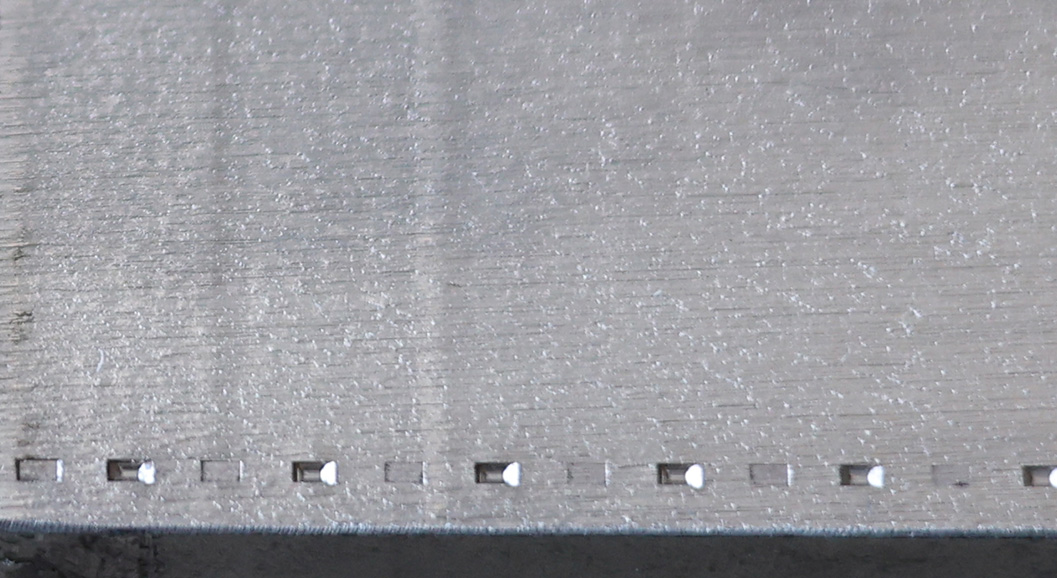
Pre-stamping the raw material
The foundation of form-fit clamping
Advantages of the Makro•Grip® stamping technology
Advantages of stamping technology over conventional clamping technologies
Solutions for Optimal pre-stamping
Not every blank has the same pre-stamping requirements. Depending on the geometry, material, and machining strategy, different stamping units and jaws are used. Makro•Grip® stamping technology offers the right solution for this—flexibly tailored to every application.

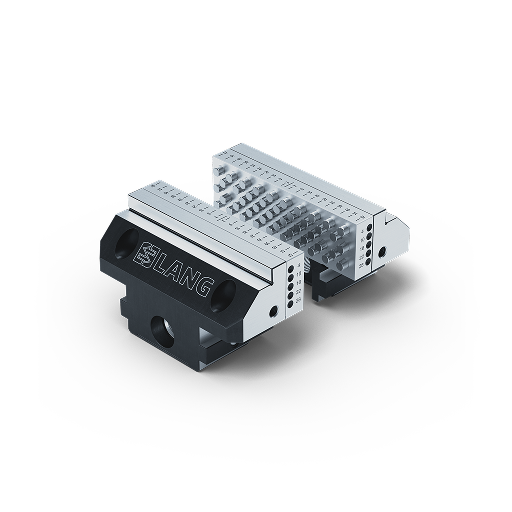
Pre-stamping – exactly where you need it


The right stamping jaws for every material
Designed for various blank geometries

Versatile – suitable for a wide range of applications
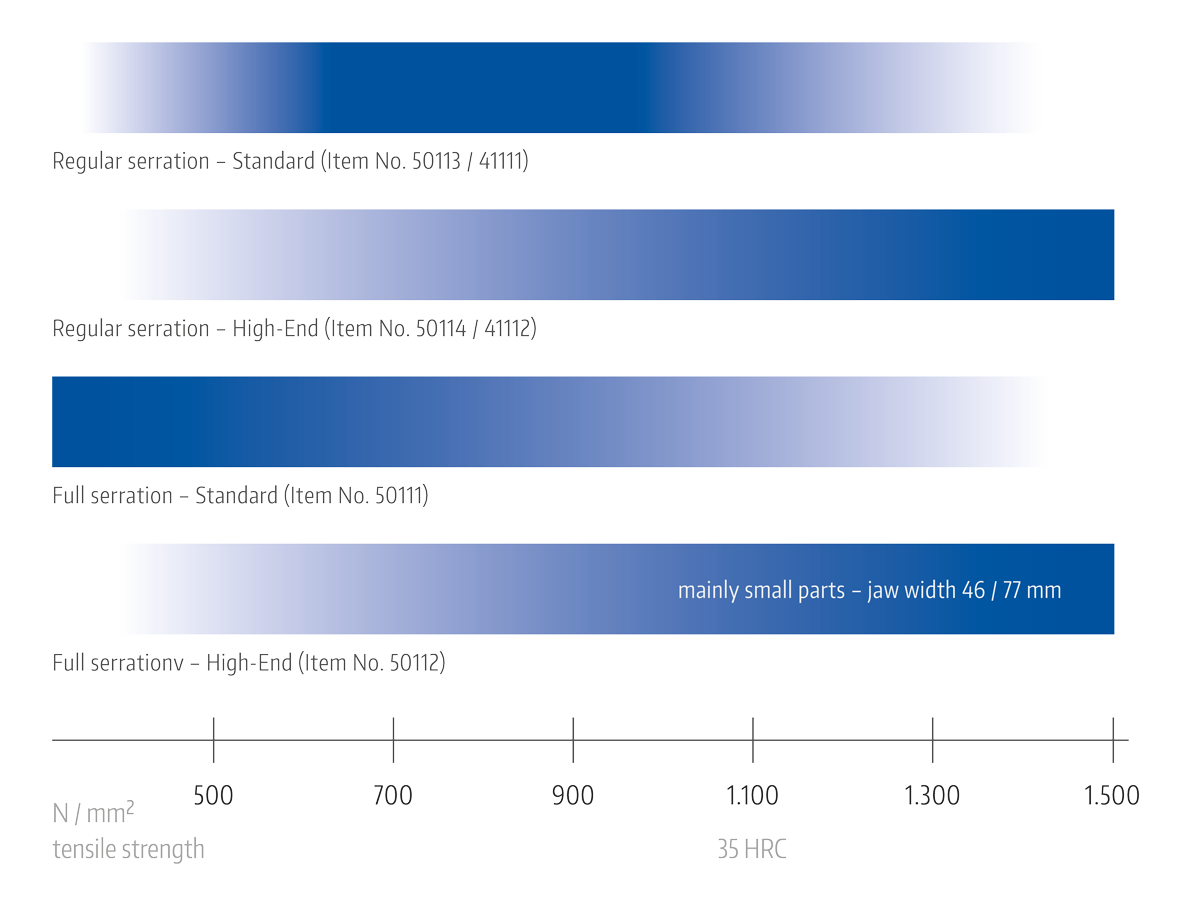
Areas of application for the various stamping jaws
The darker the bar, the greater the working range of the respective stamping jaws.
5-axis machining
Secure workholding with maximum holding force
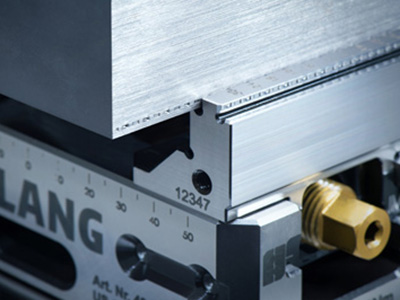
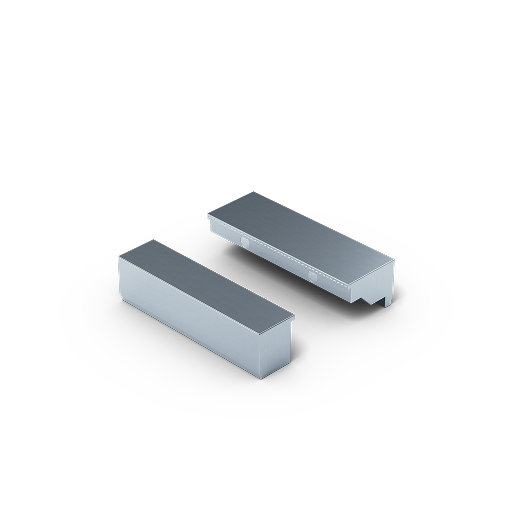
Proven Makro•Grip® technology:
The serration ensures reliable clamping, high holding forces, and uniform clamping quality.
Maximum stiffness:
Clamping jaws machined from solid material ensure maximum stability, vibration resistance, and dimensional accuracy—even under high machining forces.
Extended clamping range:
Reversible jaws with serration on both sides offer maximum flexibility for different workpiece sizes and clamping tasks.
Sturdy base:
The compact, case-hardened steel base body offers impressive durability, wear resistance, and full compatibility with all LANG clamping jaw types.
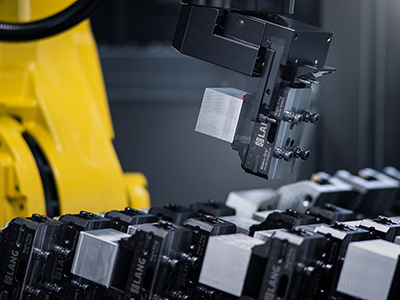
Integrated automation interface:
Enables both manual and automated use—perfect for seamlessly switching between conventional and automated manufacturing.
Precise zero-point clamping:
The integrated zero-point interface enables clamping in the Quick•Point® zero-point clamping system with a repeatability of < 0.005 mm—for maximum precision and process reliability.
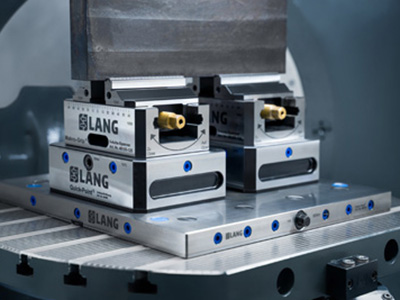
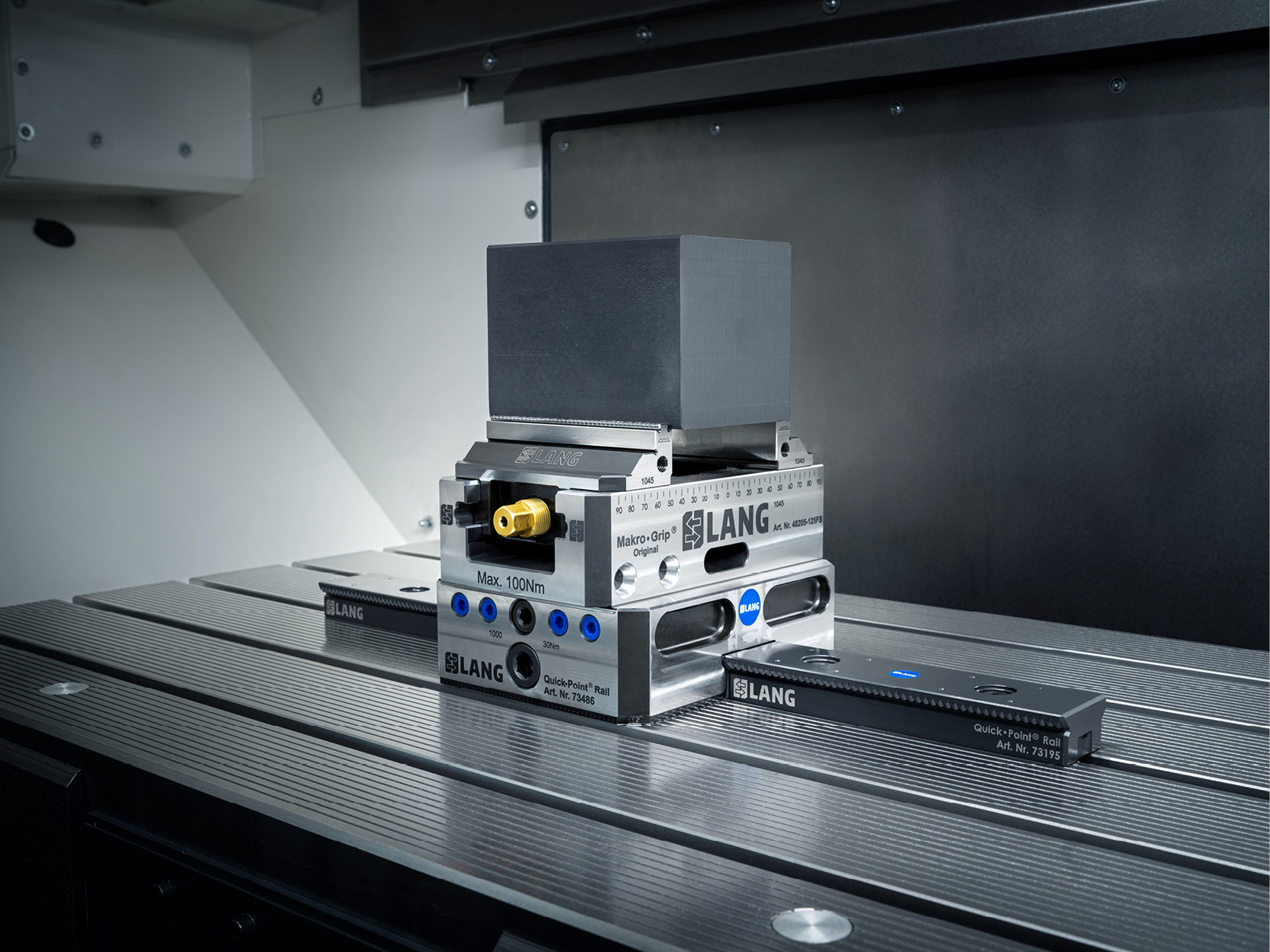
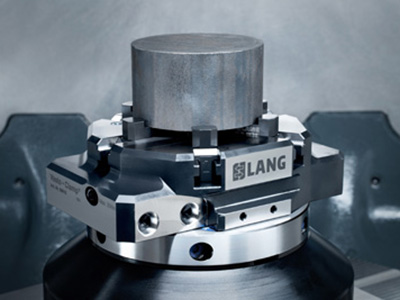
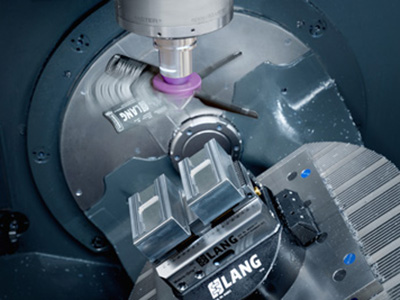
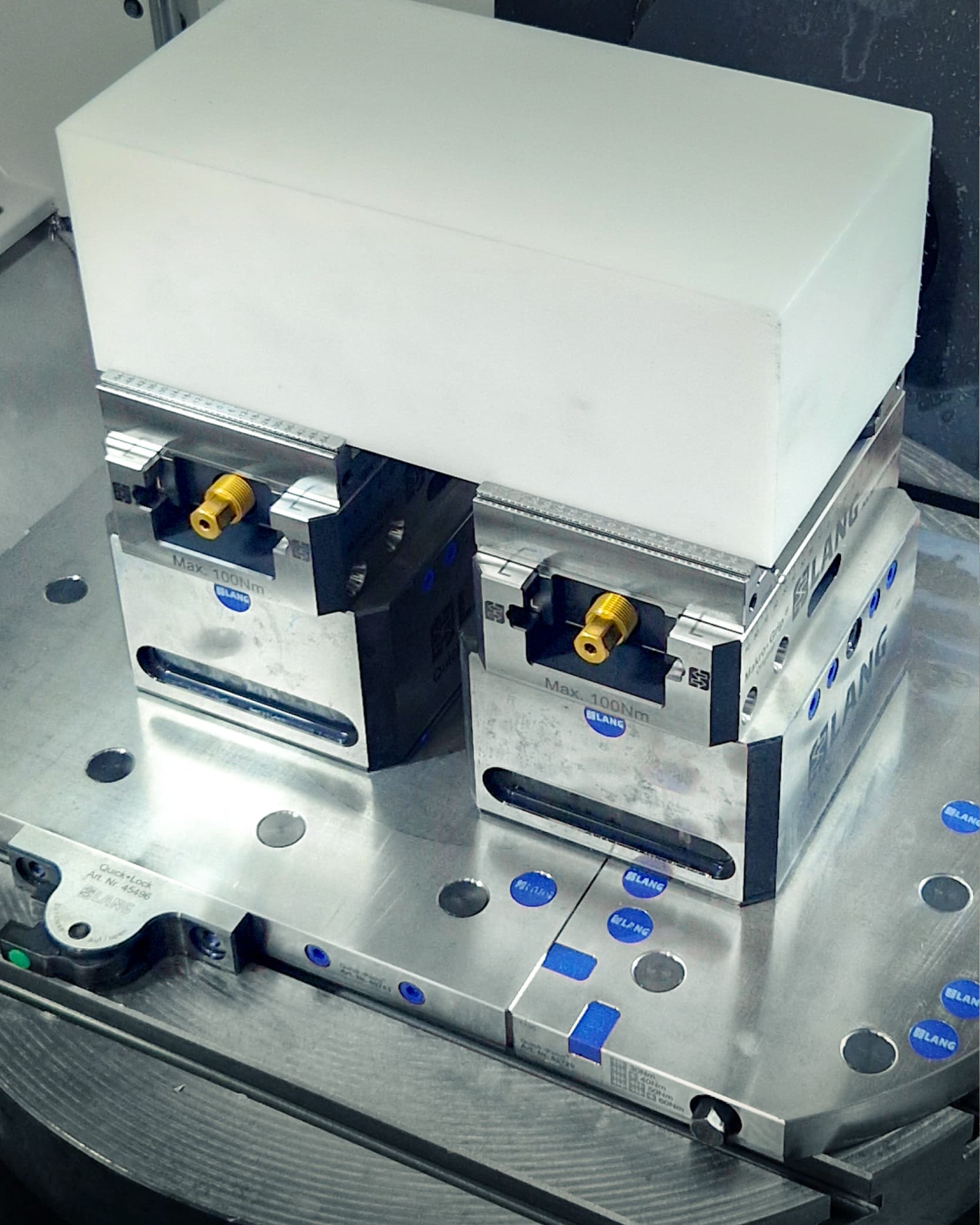
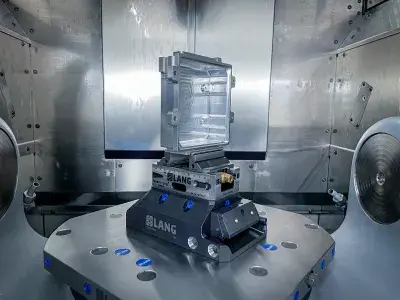
The clamping solution for 5-axis machining
The Makro•Grip® 5-axis vise provides maximum access to the workpiece and creates ideal conditions for 5-axis machining. The combination of the pre-stamped contour and the serrated clamping jaws creates a form-fit connection, generating high holding forces with low clamping pressure. This ensures stable, precise, and reliable machining.
High-end workholding technology: Makro•Grip® 5-axis vises deliver maximum holding force with reduced clamping pressure—for maximum process reliability.
Discover nowForm-fit clamping – the key benefits at a glance
- High process reliability with minimal clamping force Holding force is generated through a form-fit connection rather than surface pressure.
- Uniform clamping quality across a wide range of materials Reliable performance even in high-strength materials.
- Wear-free clamping for long-term process stability Delivers repeatable results without compromising quality.
- Compact clamping for improved accessibility during machining Lower clamping forces enable more compact setups.
- Accurate clamping without re-adjustment or re-alignment Ensures precise positioning even after re-clamping.
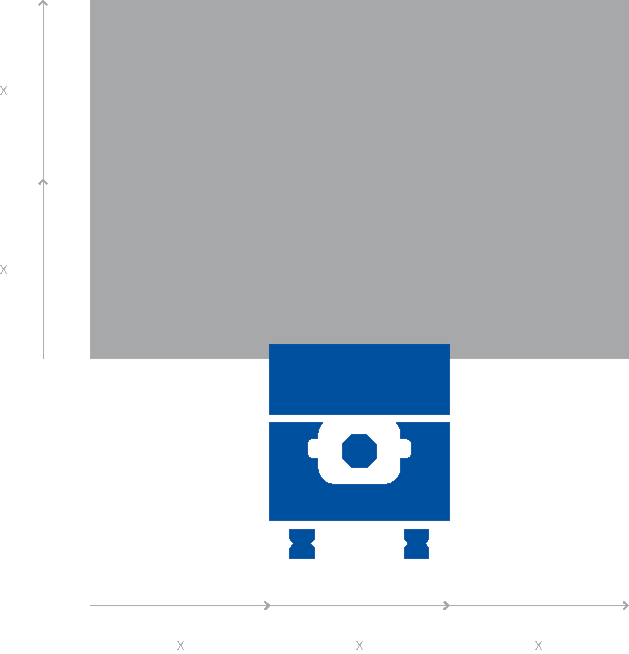
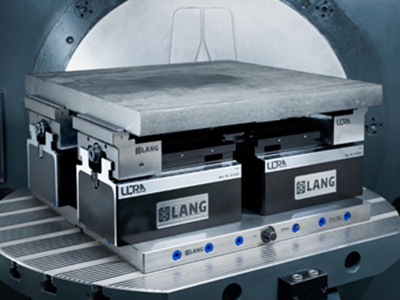
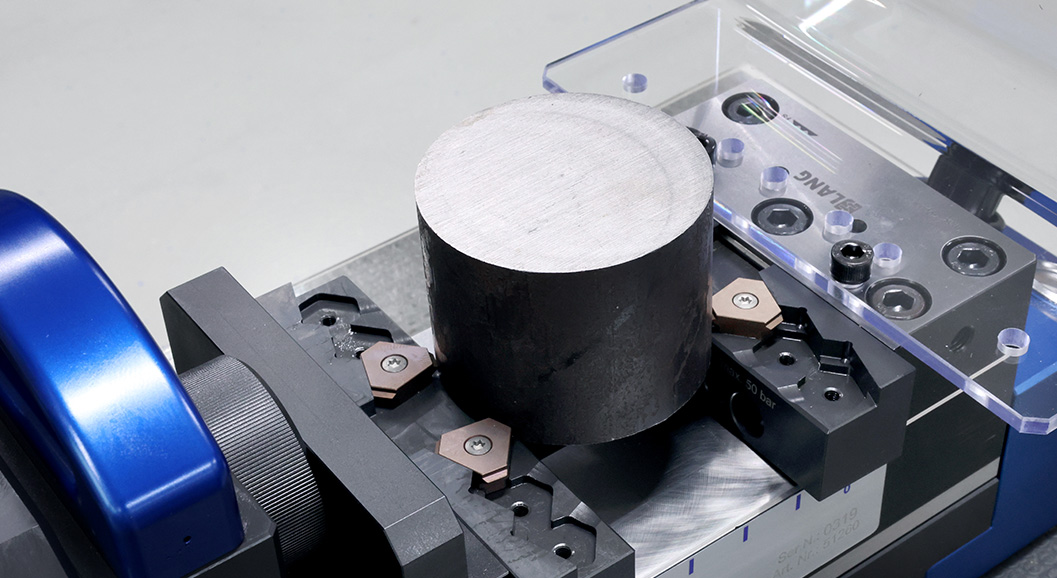
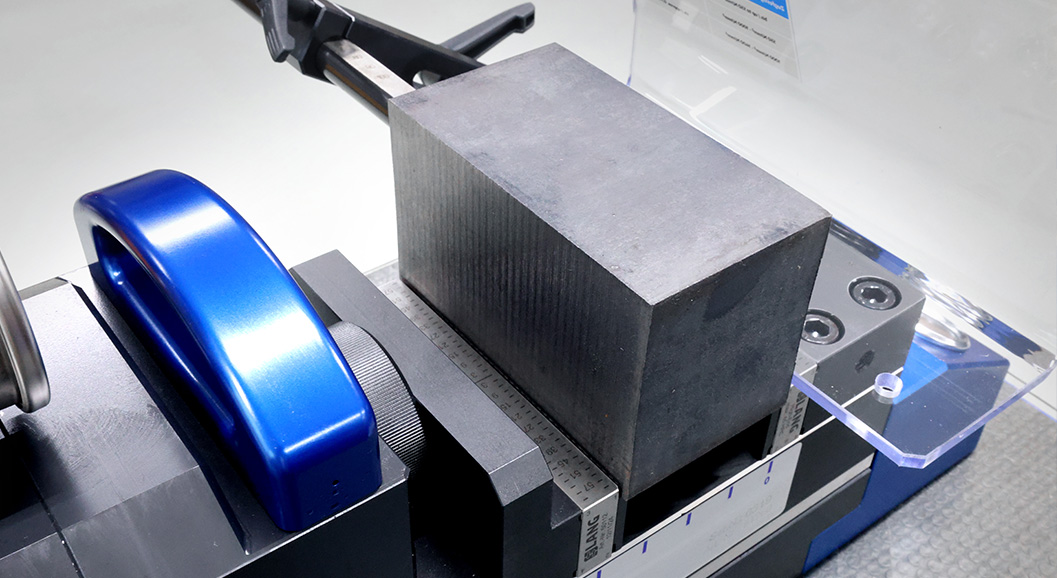
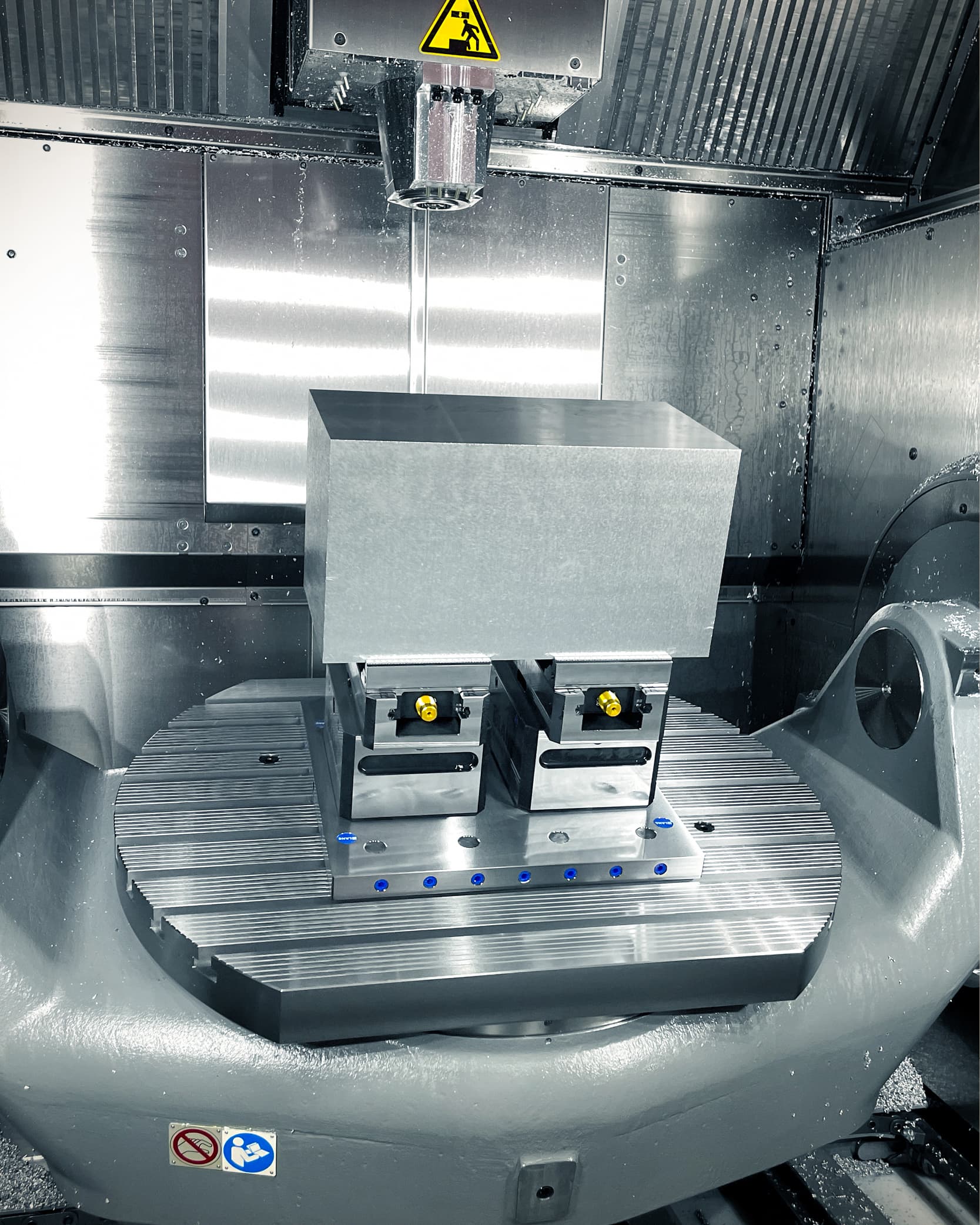
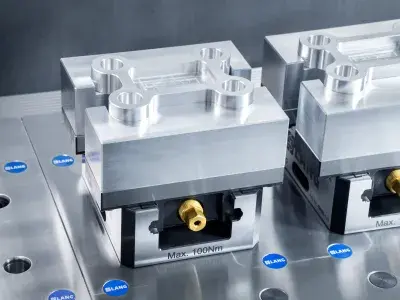
Large components. Compact clamping.
Despite the compact clamping devices, workpieces that are significantly larger than the vise itself can be clamped. The form-fit clamping ensures a secure holding force even with large components. For components that protrude further, the use of two or more vises is recommended.
- Workpiece width: Up to 3 × jaw width
- Workpiece height: Up to 2 × jaw width

Advantages of the Makro•Grip® 5-Axis Vise
Second operation machining
Flexibility through modular workholding systems
Clamping solutions for second operation machining
For second operation machining, LANG Technik focuses on maximum flexibility: Different jaw versions are fully compatible with a single base body and can be quickly exchanged. This ensures that the right clamping solution is always available—efficient, precise, and reliable.
Avanti
Contour Jaw System
- Patented quick-change system
- Tool-free mounting of the clamping jaws
- Ideal for frequently changing component geometries
Profilo
Contour Jaw System
- Compatible with custom-made attachment jaws
- Maximum flexibility in choosing the material and size of the clamping jaws
- Ideal for integrating custom clamping solutions
Vario•Tec
End stop and support system with pin-jaw technology
- High-precision positioning for machining (semi-)finished workpieces
- Eliminates the need for parallels in the clamping setup
- External workpiece stops are no longer necessary
Makro•Grip®
Contour Jaw System
- Snap-on contour jaws with magnetic attachment
- No jaw change required—enabling extremely short setup times
- Also suitable for automated manufacturing with RoboTrex
Advantages of LANG Technik's second operation solutions
Your entire workholding process chain—from a single source. From pre-stamping to 5-axis machining and second operation machining: We help you design your entire process chain for efficiency and reliability.
Discover compatible componentsFrequently asked questions about our workholding solutions
Why should I pre-stamp blank parts?
What is the key advantage over conventional clamping?
How much time does pre-stamping take in the process?
How does pre-stamping affect the machining process?
Can high-strength materials also be pre-stamped and securely clamped?
What are the key considerations in workholding technology for 5-axis machining?
What are the practical benefits of a 5-axis vise?
When is it possible to complete the entire machining process in a single setup?
What is the difference between the Makro•Grip® 5-axis vise and Night King?
Can multiple clamping operations be performed with the Makro•Grip® 5-axis vise?
Why is second operation machining particularly challenging?
How can a workpiece be positioned with repeatable accuracy after being re-clamped?
How can complex or irregularly shaped components be clamped securely?
When are special clamping jaws required for second operation machining?
Which clamping solution is right for my second operation machining?
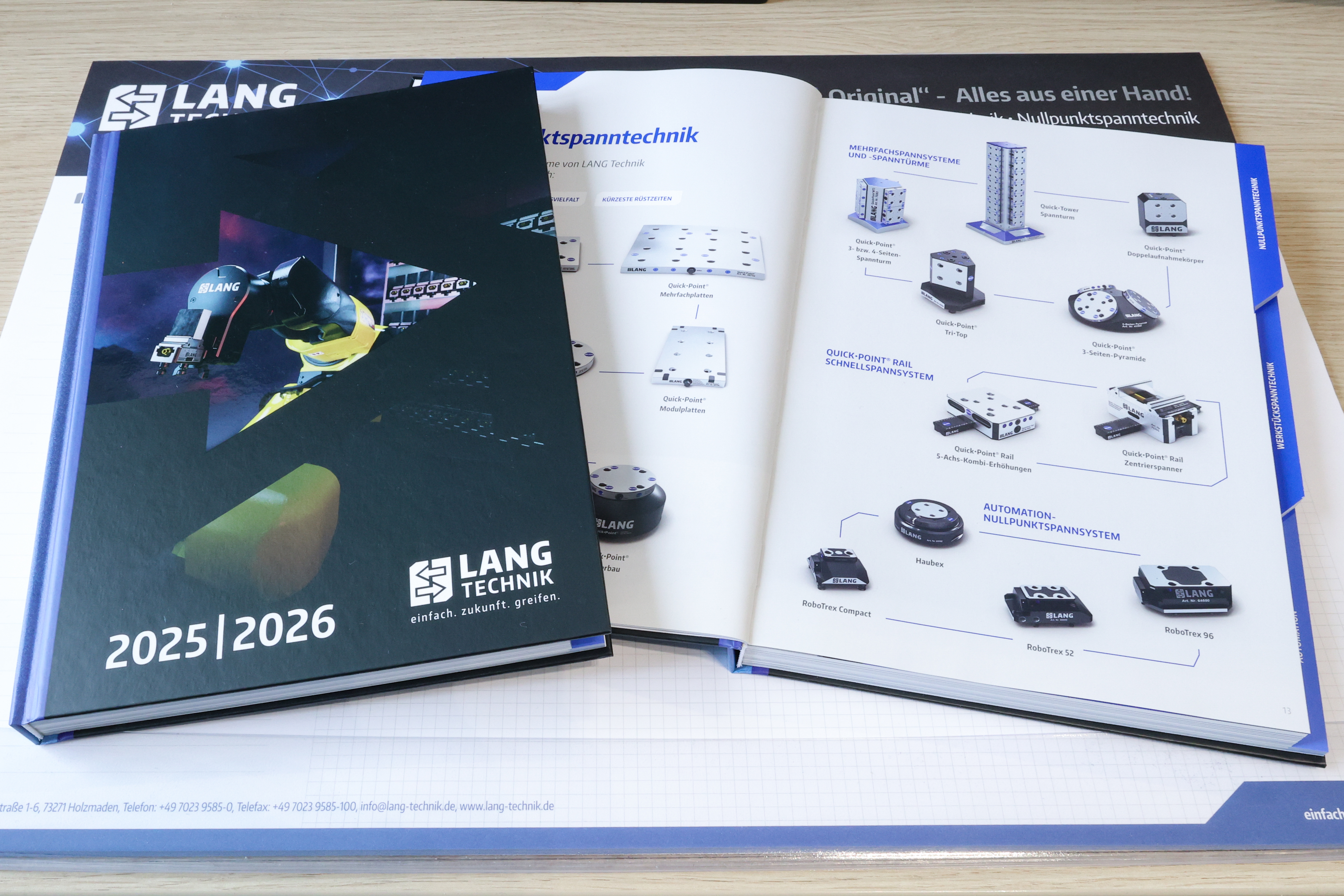
Catalog 25/26 – Workholding at a glance
Optimize your production – discover all workholding solutions in the free catalog - also available as a download.

Workholding know-how
Find more information and practical application examples on our blog.

Learn more about other solutions by LANG
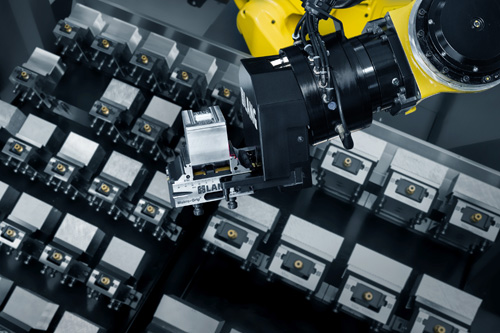
RoboTrex Automation
RoboTrex covers every need from single part or large-scale production. It is flexible, easy to use and offers best value for money.
More details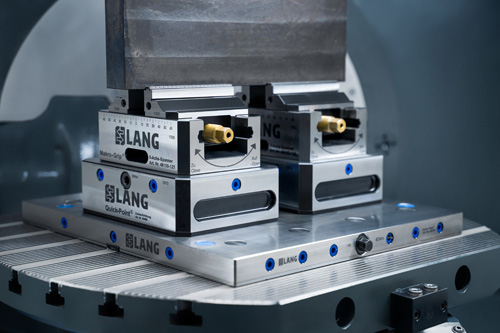
Quick•Point® Zero-Point Clamping System
Flexible, precise and extremely durable – with the modular Quick•Point® system set-up times are reduced to a minimum.
More details
Quick•Point® Rail quick clamping system
Maximum efficiency with minimum use of resources - the revolutionary quick-clamping system for all machine tables and automation pallets in the CNC milling sector.
More details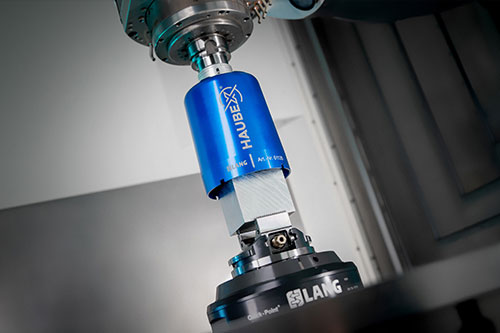
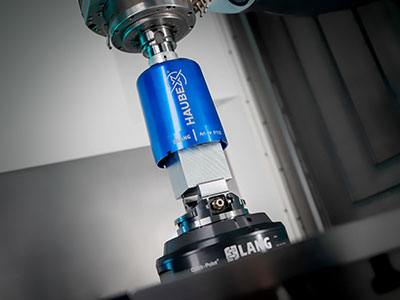
HAUBEX Automation System
HAUBEX enables the automatic exchange of the workholding device from the tool magazine with a hood as a carrier system for the vise and workpiece blank.
Learn more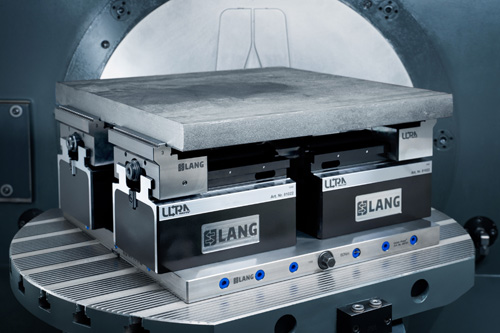
Makro•Grip® Ultra
The modular workholding system is characterized by an enormous application variety and is ideally suited for clamping plates and large parts.
More details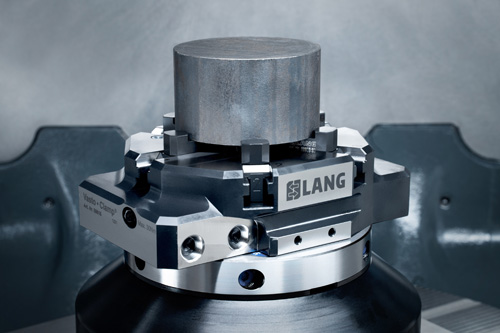
Round part clamping
The right workholding solution for cylindrical workpieces – from vises and chucks to collet chucks. Maximum adaptability to a wide range of requirements for safe and cost-effective CNC machining.
More details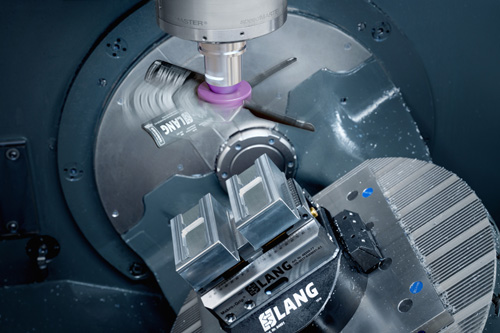
Clean•Tec Chip Fan
The chip fan automatically removes chips and coolant from machine tables, fixtures and workpieces after the machining process.
More details