




















Vorprägen • 5-Seiten-Bearbeitung • Rückseitenbearbeitung
Spanntechnik, die Ihre
Fertigung effizienter macht.
Spanntechnik für die CNC-Fertigung
– vom Vorprägen bis zur Rückseitenbearbeitung
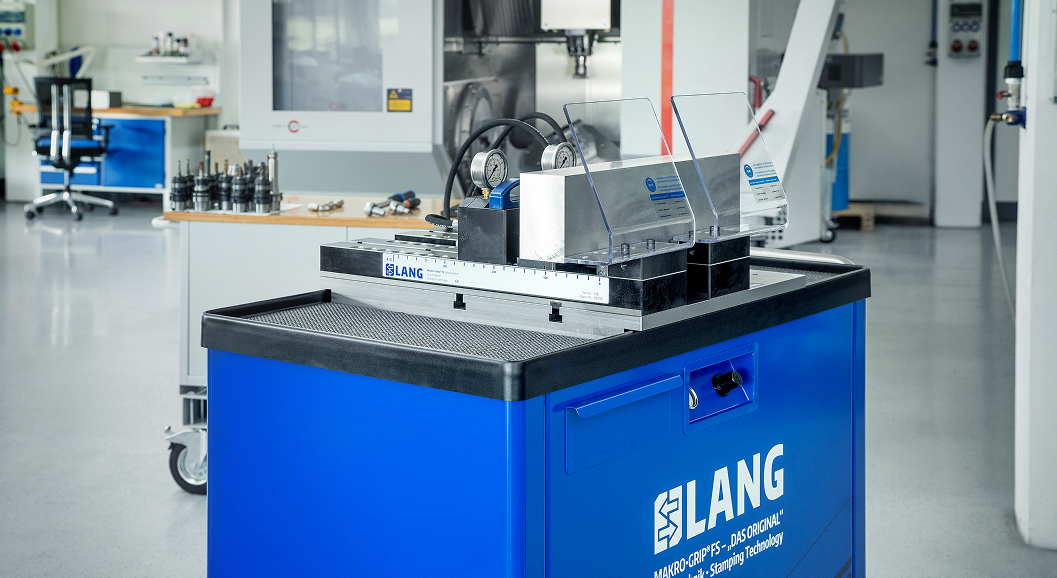
Moderne CNC-Fertigung stellt hohe Anforderungen an die Spanntechnik: Unterschiedliche Werkstücke, komplexe 5-Achs-Bearbeitungen und steigender Effizienzdruck. LANG Technik bietet dafür durchgängige Spannlösungen – vom Vorprägen über die 5-Seiten-Bearbeitung bis zur Rückseitenbearbeitung. Alle Komponenten greifen ineinander und ermöglichen stabile Prozesse, kurze Rüstzeiten und eine reproduzierbare Fertigung – manuell wie automatisiert.
Die durchgängige Spannprozesskette in der CNC-Fertigung
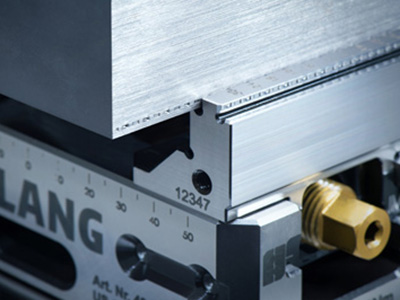
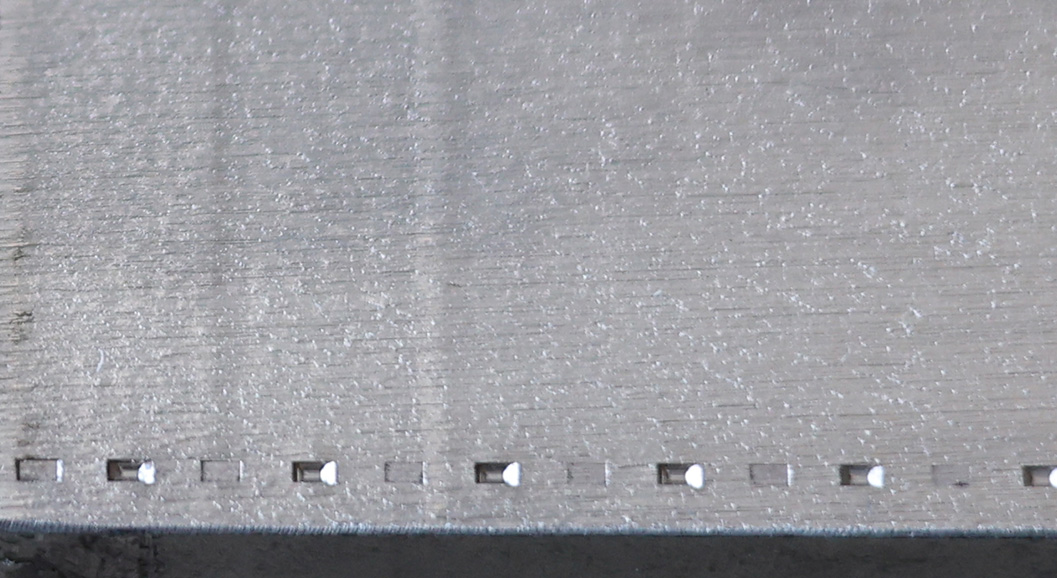
Rohteil vorprägen
Die Grundlage für formschlüssige Spannung
Vorteile der Makro•Grip® Prägetechnik
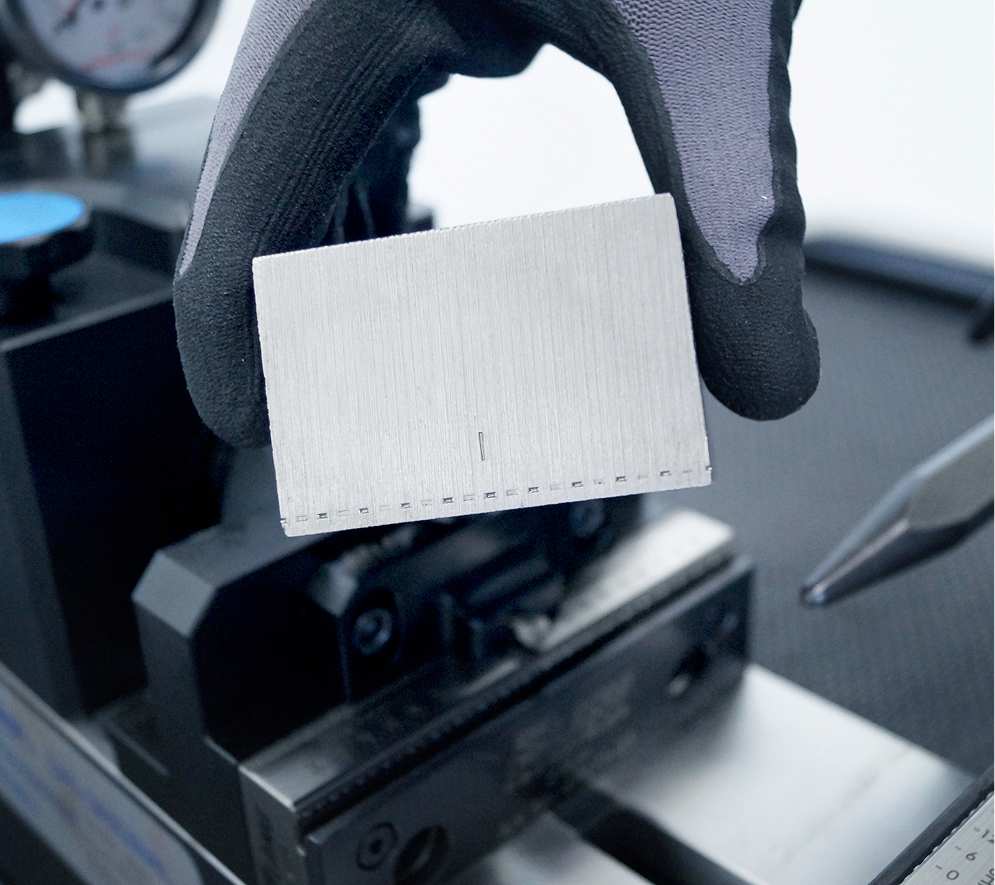
Vorteile der Prägetechnik gegenüber herkömmlicher Spanntechnik
Lösungen für das optimale Vorprägen
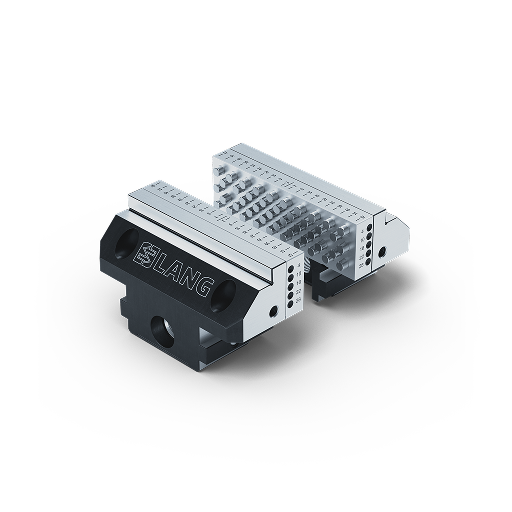
Nicht jedes Rohteil stellt die gleichen Anforderungen an die Vorprägung. Abhängig von Geometrie, Material und Bearbeitungsstrategie kommen unterschiedliche Prägestationen und Backenvarianten zum Einsatz. Die Makro•Grip® Prägetechnik bietet hierfür die passende Lösung – flexibel abgestimmt auf jede Anwendung.

Vorprägen – genau dort, wo Sie es brauchen


Die passenden Prägebacken für jeden Werkstoff
Für unterschiedliche Rohteilgeometrien ausgelegt

Vielseitig – mit klar definierten Rahmenbedingungen
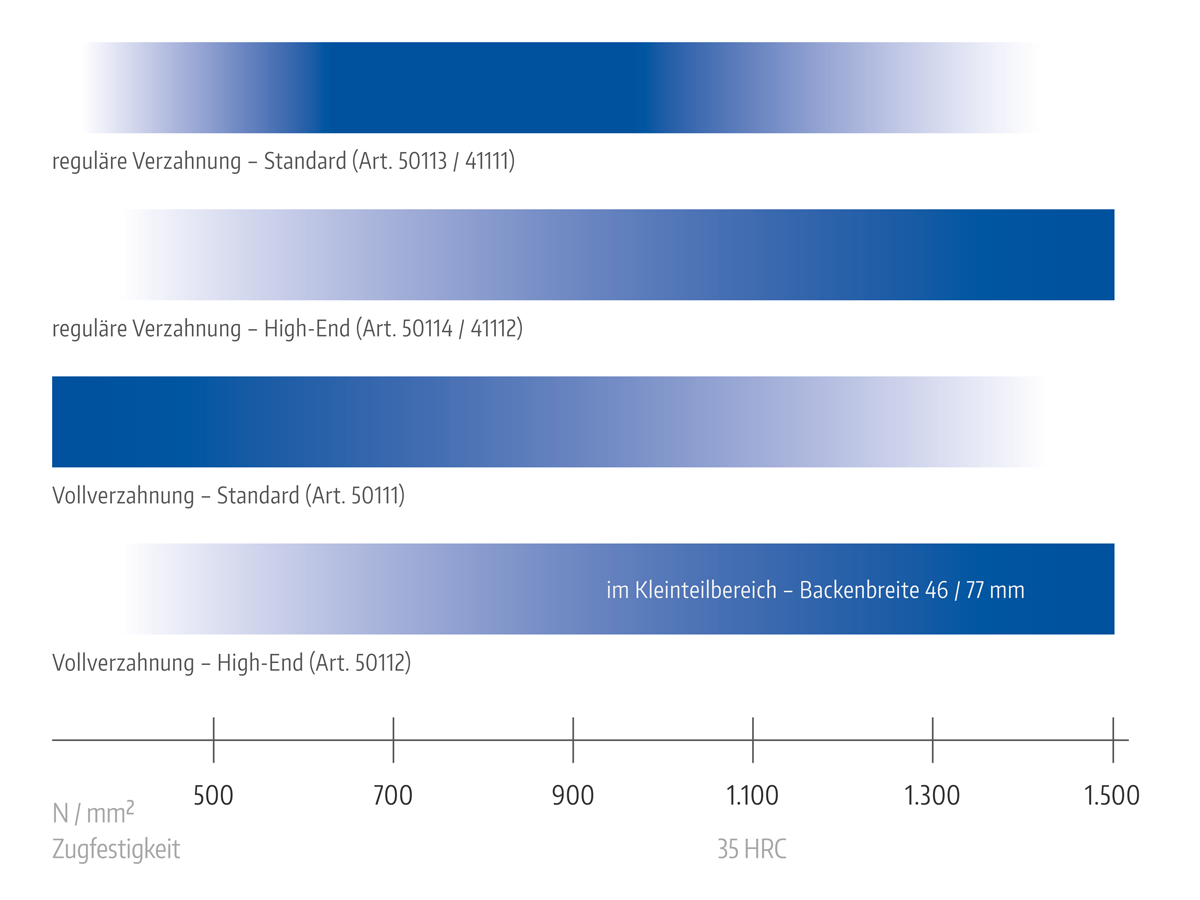
Wirkungsbereiche der unterschiedlichen Prägebacken
Je dunkler der Balken, desto höher der Wirkungsbereich der jeweiligen Prägebacken.
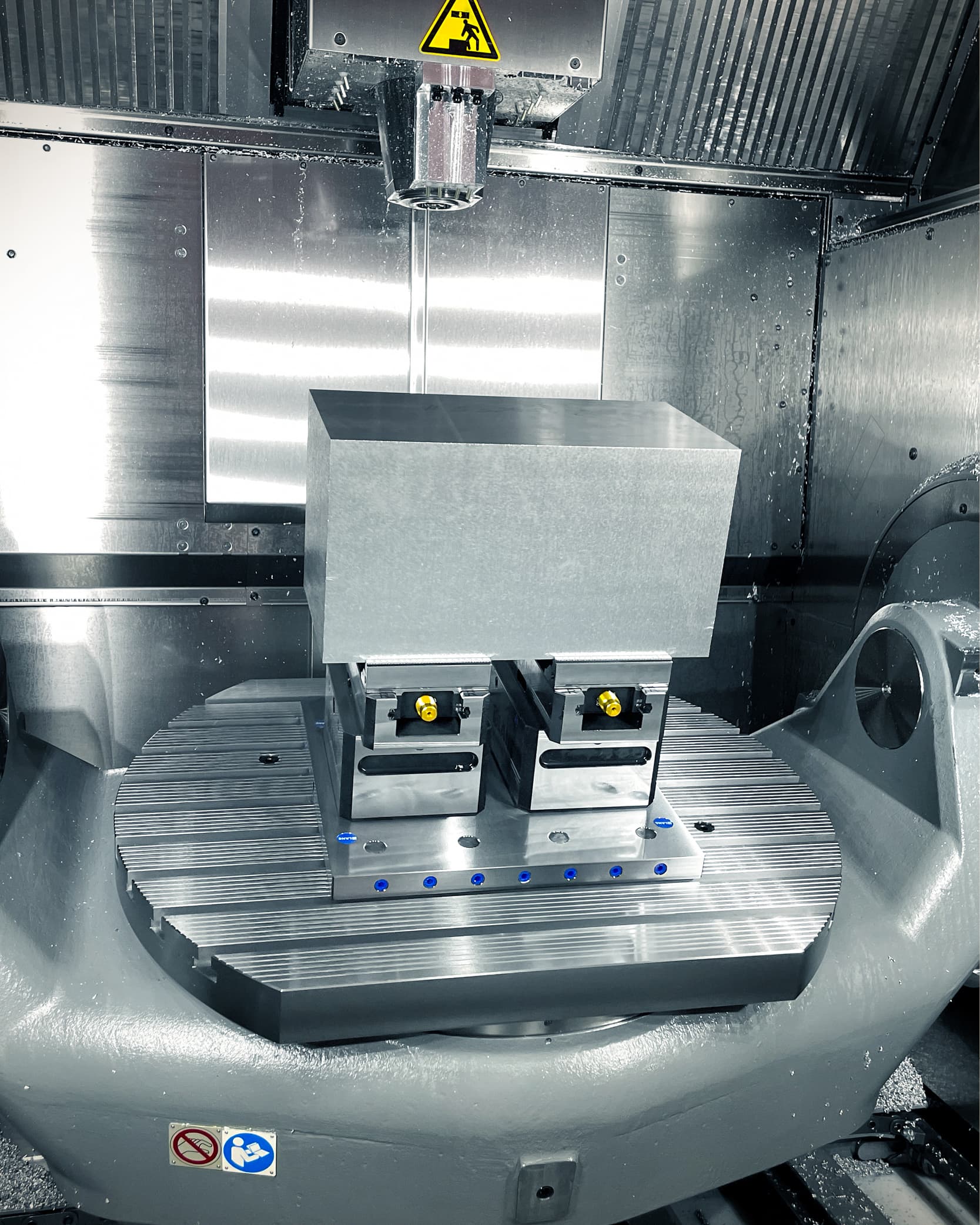
5-Seiten-Bearbeitung
Rohteile sicher spannen mit maximaler Haltekraft
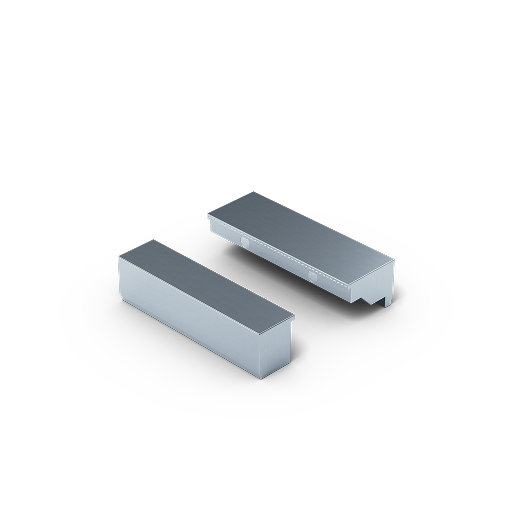
Bewährte Makro•Grip® Technologie:
Die Halteverzahnung gewährleistet prozesssichere Spannungen, konstant hohe Spannkräfte und eine gleichbleibend hohe Spannqualität.
Maximale Steifigkeit:
Aus Vollmaterial gefräste Spannbacken sorgen für höchste Stabilität, Vibrationsfestigkeit und Maßhaltigkeit – auch unter hohen Bearbeitungskräften.
Erweiterter Spannbereich:
Wendebacken mit beidseitiger Halteverzahnung bieten maximale Flexibilität bei unterschiedlichen Werkstückgrößen und Spannaufgaben.
Robuster Grundkörper:
Der kompakte, einsatzgehärtete Stahlgrundkörper überzeugt durch Langlebigkeit, Verschleißfestigkeit und vollständige Kompatibilität mit allen LANG-Spannbackentypen.
Integrierte Automationsschnittstelle:
Ermöglicht sowohl den manuellen als auch den automatisierten Einsatz – perfekt für den flexiblen Wechsel zwischen konventioneller und automatisierter Fertigung.
Präzise Nullpunktspannung:
Die integrierte Nullpunktschnittstelle erlaubt das Spannen im Quick•Point® Nullpunktspannsystem mit einer Wiederholgenauigkeit < 0,005 mm – für höchste Präzision und Prozesssicherheit.
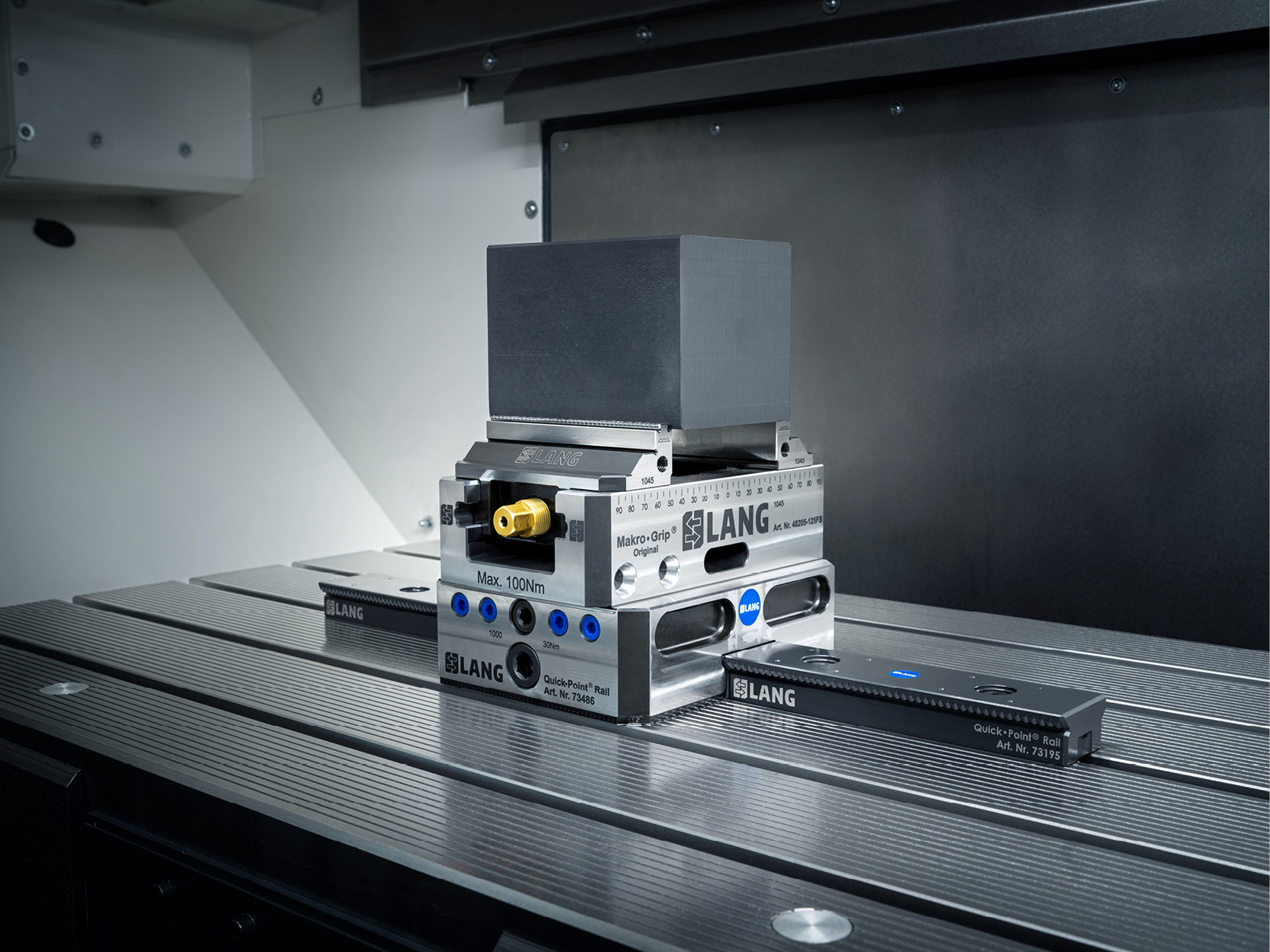
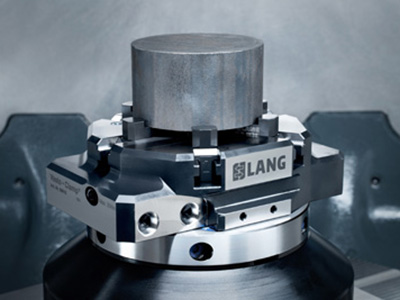
Die Spannlösung für die 5-Seiten-Bearbeitung
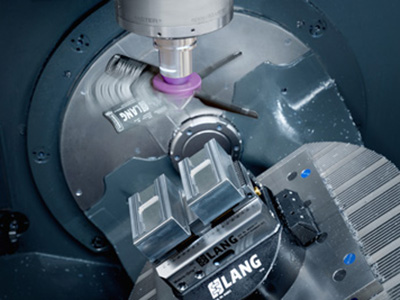
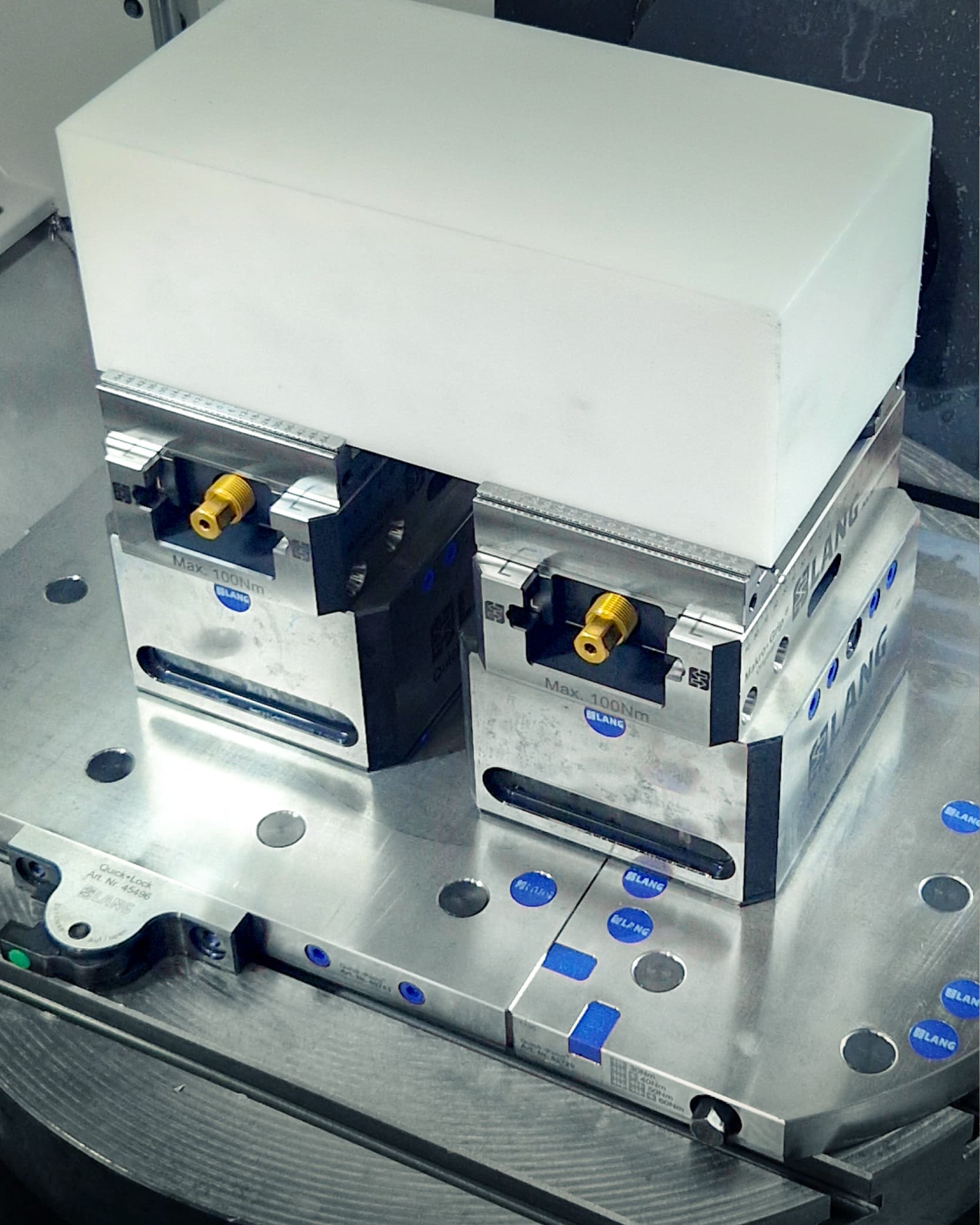
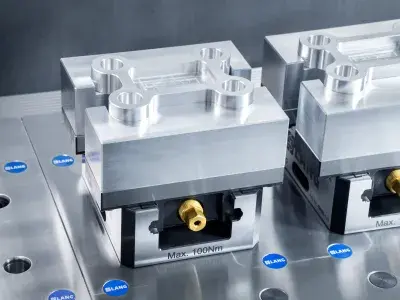
Der Makro•Grip® 5-Achs-Spanner ermöglicht maximale Zugänglichkeit zum Werkstück und schafft optimale Voraussetzungen für die 5-Seiten-Bearbeitung. Durch den Formschluss zwischen Halteverzahnung und Prägekontur werden hohe Haltekräfte bei gleichzeitig geringem Spanndruck erreicht. Das sorgt für eine stabile, präzise und prozesssichere Bearbeitung.
Spanntechnik auf höchstem Niveau: Makro•Grip® 5-Achs-Spanner bieten höchste Haltekräfte bei reduziertem Spanndruck – für maximale Prozesssicherheit.
Jetzt entdeckenFormschlüssig spannen – die entscheidenden Vorteile auf einen Blick
- Minimale Spannkräfte erforderlich – maximale Schonung des Werkstücks Die Haltekraft entsteht über den Formschluss, nicht über Druck.
- Konstant hohe Spannqualität – unabhängig vom Material Auch bei harten Werkstoffen zuverlässig und wiederholgenau.
- Kein Verschleiß der Halteverzahnung – dauerhaft stabiler Prozess Für gleichbleibende Ergebnisse ohne Qualitätsverlust.
- Kompakte Spannlösungen möglich – mehr Platz für die Bearbeitung Weniger Spannkraftbedarf reduziert die Baugröße des Systems.
- Wiederholgenaues Spannen ohne Nachjustieren Perfekte Positionierung auch beim erneuten Einspannen.
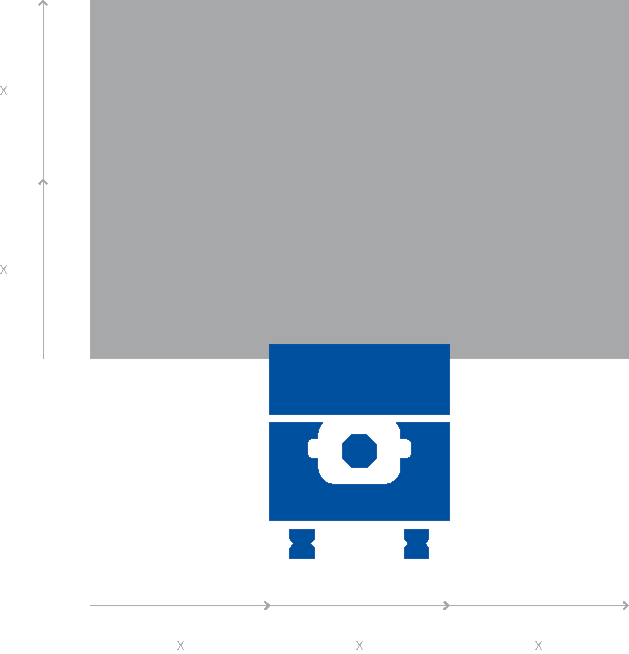
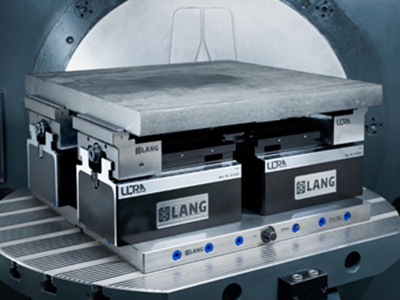
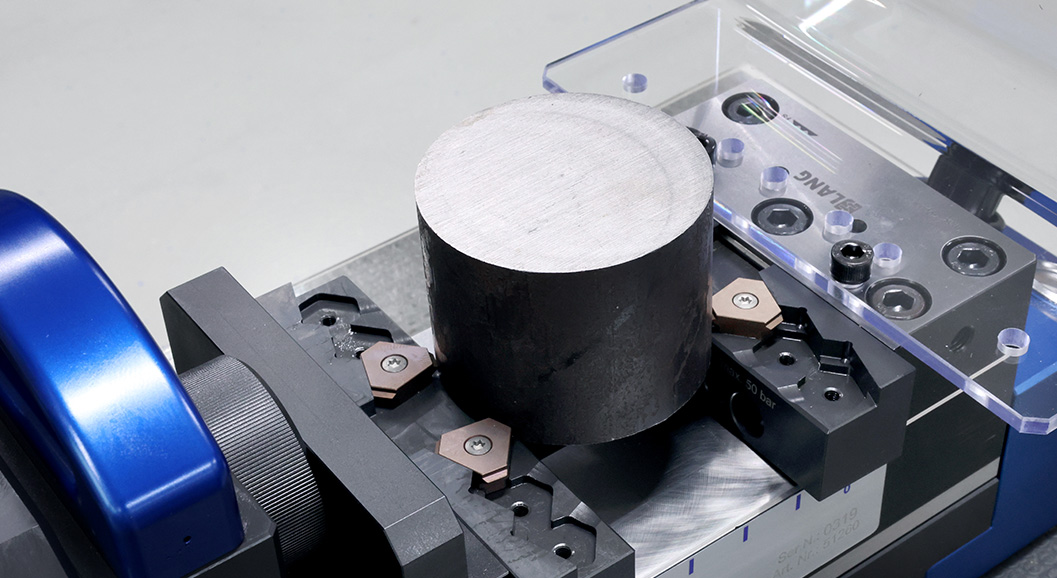
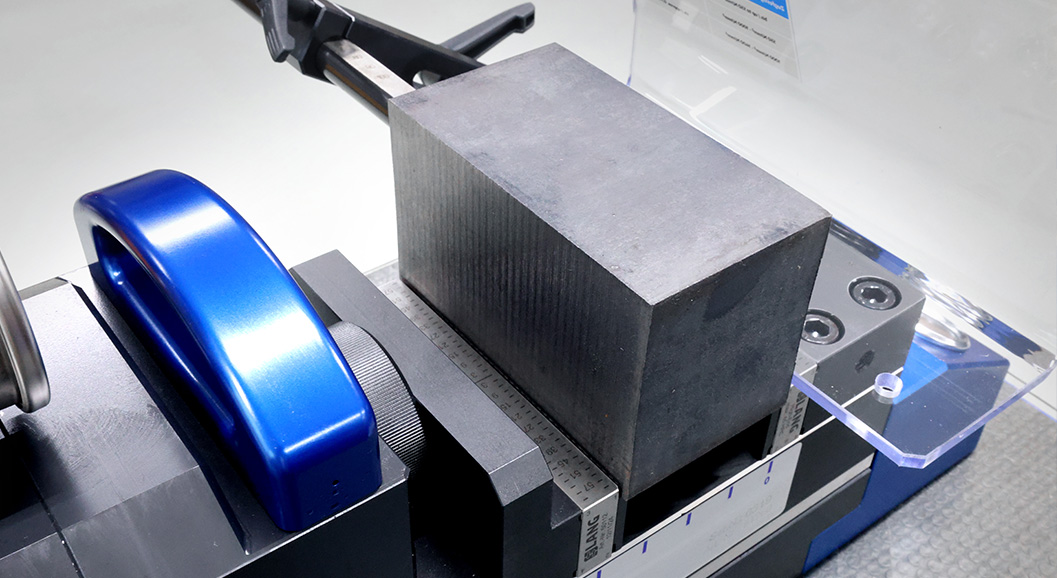
Große Bauteile. Kompakte Spannung.
Trotz kompakter Spannmittel lassen sich Werkstücke spannen, die ein Vielfaches größer sind als der Schraubstock selbst. Die Makro•Grip® Technologie ermöglicht eine sichere, formschlüssige Spannung auch bei einem großen Bauteilvolumen. Für Bauteile, die weiter überstehen, bietet sich die Spannung über zwei oder mehrere Schraubstöcke an.
- Breite des Werkstücks: Bis zu 3 × Backenbreite
- Höhe des Werkstücks: Bis zu 2 × Backenbreite

Vorteile des Makro•Grip® 5-Achs-Spanner
Rückseitenbearbeitung
Flexibilität durch modulare Spannsysteme
Spannlösungen für die Rückseitenbearbeitung
Für die Rückseitenbearbeitung setzt LANG Technik auf maximale Flexibilität: Unterschiedliche Backenvarianten sind vollständig kompatibel mit dem gleichen Grundkörper und lassen sich schnell anpassen. So steht für jede Anforderung die passende Spannlösung zur Verfügung – effizient, präzise und prozesssicher.
Avanti
Konturbacken-Spannsystem
- Patentiertes Schnellwechselsystem
- Wechsel der Aufsatzbacken ohne Werkzeug
- Ideal bei häufig wechselnden Bauteilgeometrien
Profilo
Konturbacken-Spannsystem
- Verwendung von selbst hergestellten Aufsatzbacken möglich
- Maximale Freiheit bei Wahl des Materials und Größe der Aufsatzbacken
- Ideal zur Befestigung eigener Spannvorrichtungen
Vario•Tec
Anschlag- und Auflagesystem mit Stiftbackentechnologie
- Hochgenaue Positionierung zur Bearbeitung (halb-) fertiger Werkstücke
- Eliminiert Parallelunterlagen im Schraubstock
- Externe Werkstückanschläge werden überflüssig
Makro•Grip®
Konturbacken-Spannsystem
- Ansteckbare Konturbacken mit magnetischer Haftung
- Kein Backenwechsel, kürzeste Rüstzeit überhaupt
- Auch für die automatisierte Bearbeitung mit RoboTrex geeignet
Vorteile der Rückseitenbearbeitung
Ihre gesamte Spannprozesskette – aus einer Hand. Vom Vorprägen über die 5-Seiten-Bearbeitung bis zur Rückseitenbearbeitung: Wir unterstützen Sie dabei, Ihre komplette Prozesskette effizient und prozesssicher auszulegen.
Passende Komponenten entdeckenHäufig gestellte Fragen zu unserer Werkstückspanntechnik
Warum sollte ich Rohteile vorprägen?
Was ist der entscheidende Vorteil gegenüber herkömmlichem Spannen?
Wie viel Zeit kostet Vorprägen im Prozess?
Welche Auswirkungen hat Vorprägen auf die Bearbeitung?
Kann auch hochfestes Material vorgeprägt und sicher gespannt werden?
Was ist in der Spanntechnik entscheidend für die 5-Achs-Bearbeitung?
Welche Vorteile bietet ein 5-Achs-Spanner in der Praxis?
Wann ist eine Komplettbearbeitung in einer Aufspannung möglich?
Was ist der Unterschied zwischen dem Makro•Grip® 5-Achs-Spanner und Night King?
Sind Mehrfachspannungen mit dem Makro•Grip® 5-Achs-Spanner möglich?
Warum ist die Rückseitenbearbeitung besonders anspruchsvoll?
Wie kann ein Werkstück nach dem Umspannen wiederholgenau positioniert werden?
Wie lassen sich komplexe oder unförmige Bauteile sicher spannen?
Wann sind spezielle Spannbacken für die Rückseitenbearbeitung notwendig?
Welche Spannlösung ist die richtige für meine Rückseitenbearbeitung?
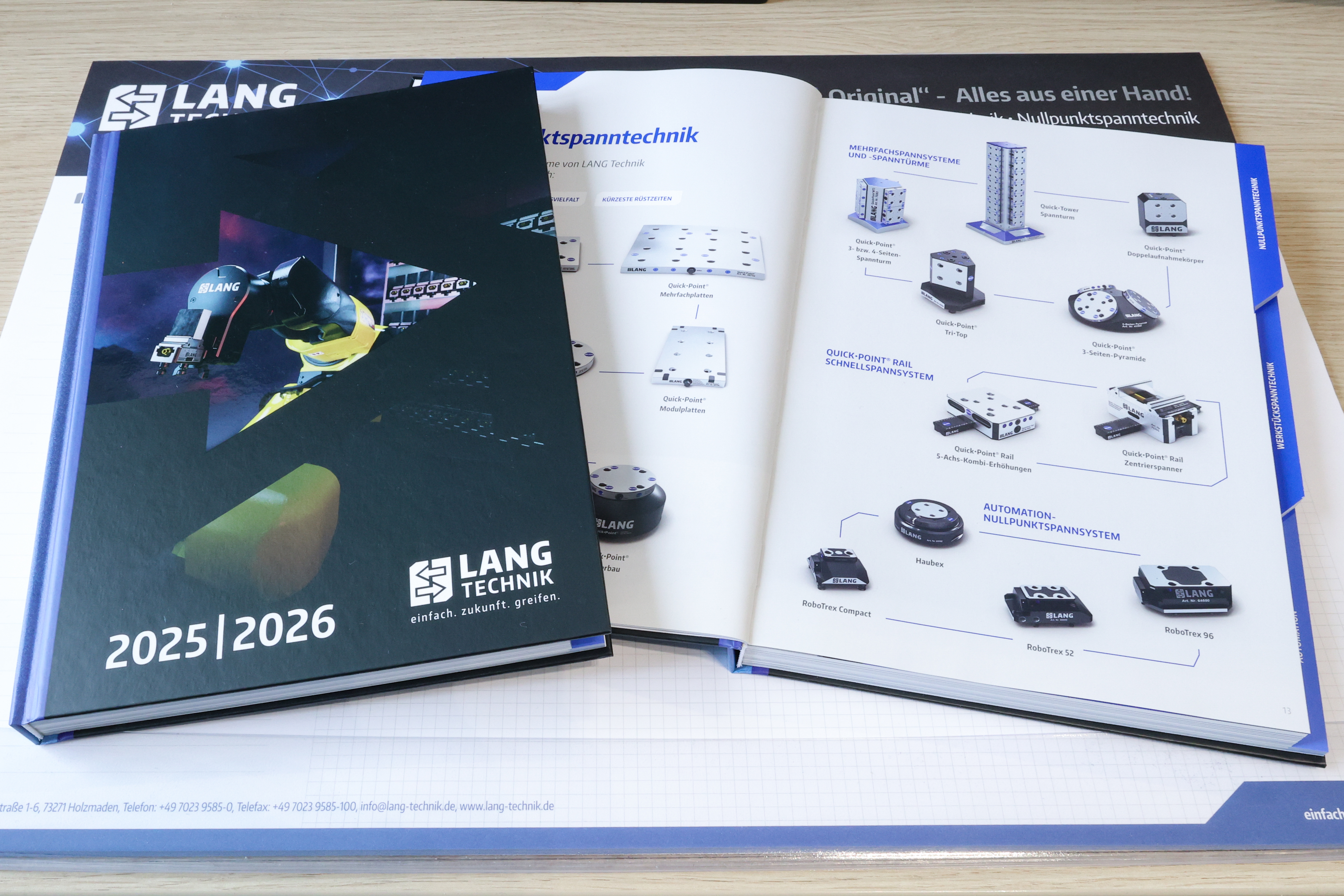
Katalog 25/26 – Spanntechnik im Überblick
Fertigung optimieren – alle Spanntechnik-Lösungen im kostenlosen Katalog entdecken – auch als Download verfügbar.

Spannendes Know How
Mehr Informationen und Anwendungsbeispiele finden Sie in unserem Blog.

Entdecken Sie weitere Lösungen von LANG Technik
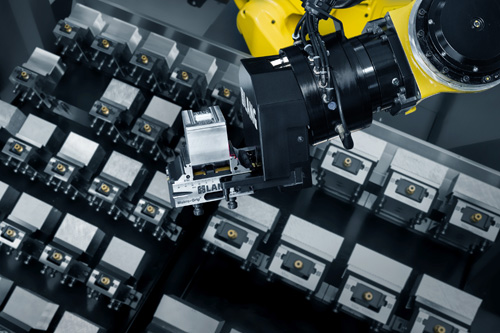
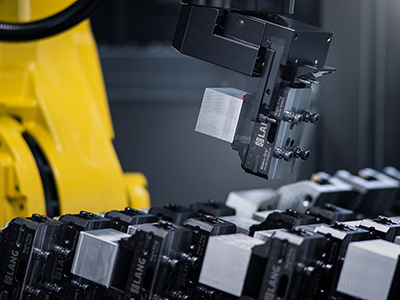
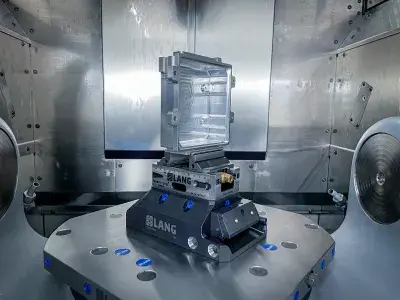
RoboTrex Automationssystem
RoboTrex deckt von der Einzelteilfertigung bis zu größeren Serien jeglichen Bedarf ab. Sie ist flexibel, unkompliziert und bietet ein hervorragendes Kosten-Nutzen-Verhältnis.
Mehr erfahren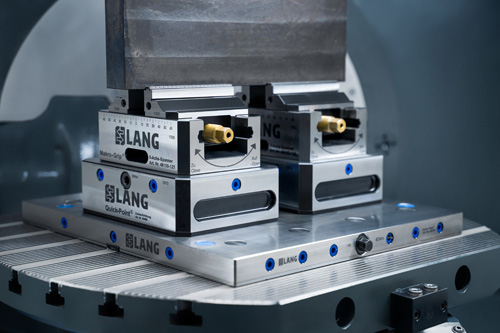
Quick•Point® Nullpunktspannsystem
Flexibel, hochgenau und enorm langlebig– mit dem modularen Quick•Point® System werden Rüstzeiten auf ein Minimum reduziert.
Mehr erfahren
Quick•Point® Rail Schnellspannsystem
Maximale Effizienz bei minimalem Ressourceneinsatz – das revolutionäre Schnellspannsystem für alle Maschinentische und Automationspaletten im Bereich CNC-Fräsen.
Mehr erfahren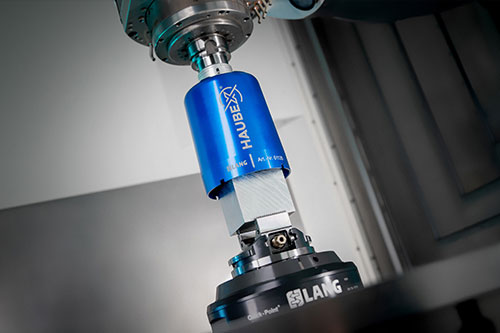
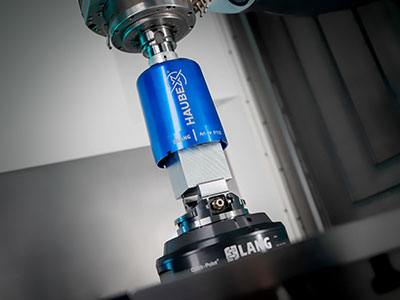
HAUBEX Automationssystem
HAUBEX ermöglicht den automatischen Spannmittelwechsel aus dem Werkzeugmagazin mit einer Spannmittelhaube als Trägersystem für Schraubstock und Werkstückrohling.
Mehr erfahren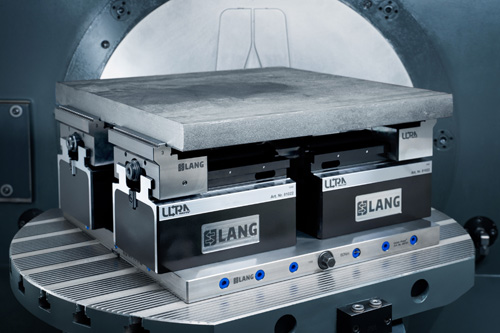
Makro•Grip® Ultra
Das modulare Spannsystem zeichnet sich durch eine enorme Anwendungsvielfalt aus und eignet sich ideal für die Spannung von Platten und Großbauteilen.
Mehr erfahren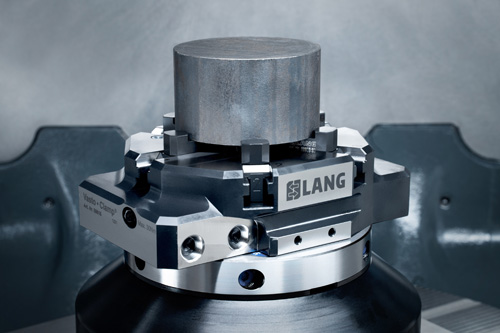
Rundteilspannung
Die passende Spannlösung für zylindrische Werkstücke – vom Schraubstock über Spannfutter bis zum Spannzangenfutter. Maximale Anpassungsfähigkeit an unterschiedlichste Anforderungen für eine sichere und wirtschaftliche Fräsbearbeitung.
Mehr erfahren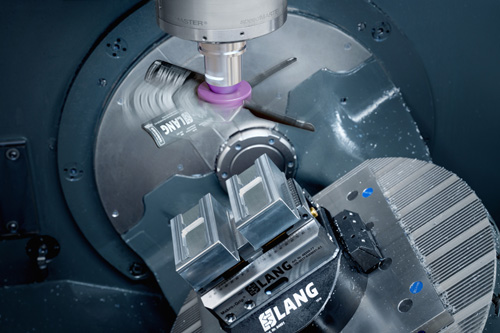
Clean•Tec Reinigungspropeller
Der Reinigungspropeller befreit Maschinentische, Vorrichtungen und Werkstücke nach der Zerspanung automatisiert von Spänen und Kühlmittel.
Mehr erfahren