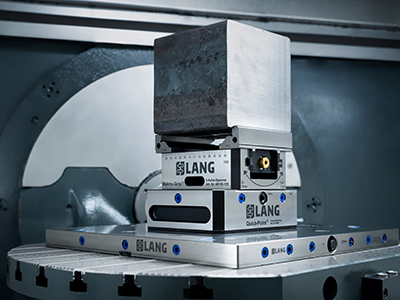




























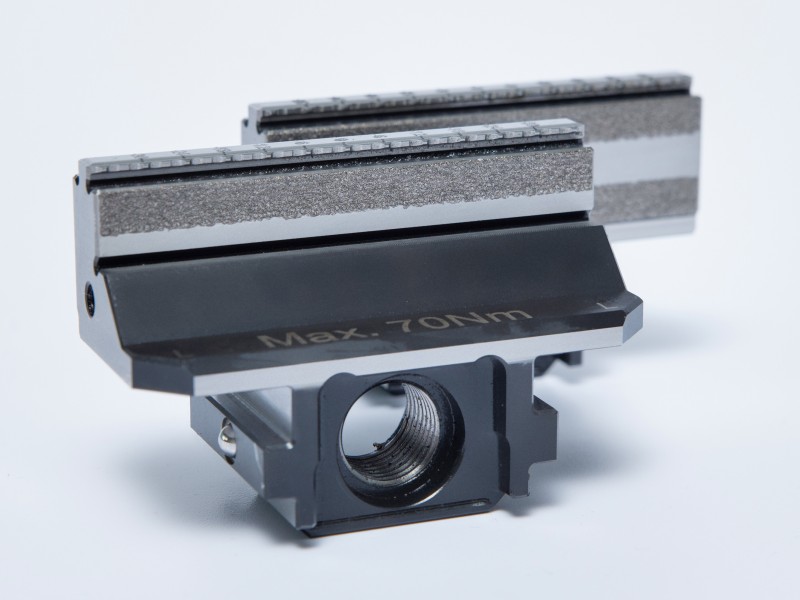
Makro•Grip® 125, 5-Axis Vise jaw width 77 mm, clamping range 0 - 155 mm Item No. 48155-77
Key data at a glance
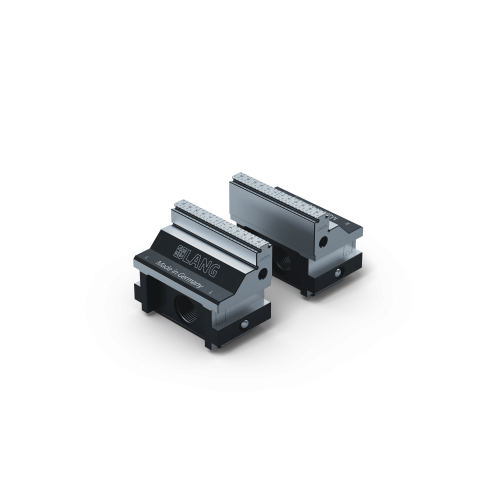
The most compact one among the „larger“ 5-axis vises from LANG Technik can realize a maximum clamping range of 155 mm using 77 mm clamping jaws. Like all Makro•Grip® 5-Axis Vises, it is equipped with four pull studs on its bottom side and is clamped directly in the Quick•Point® zero point clamping system. With its serrated clamping jaws, the centering vise holds the part by form-fit at a clamping depth of only 3 mm. Various additional surfaces also enable smooth clamping of the workpieces.
More features:
Single components features:
Spare Jaws
Spindle + Center Piece
Clamping Studs
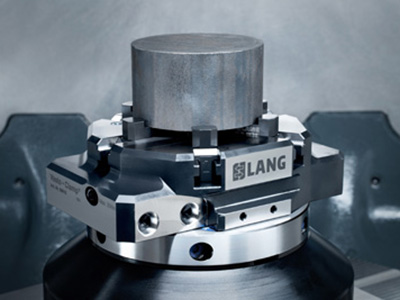
Makro•Grip® Stamping Technology and Raw Part Clamping
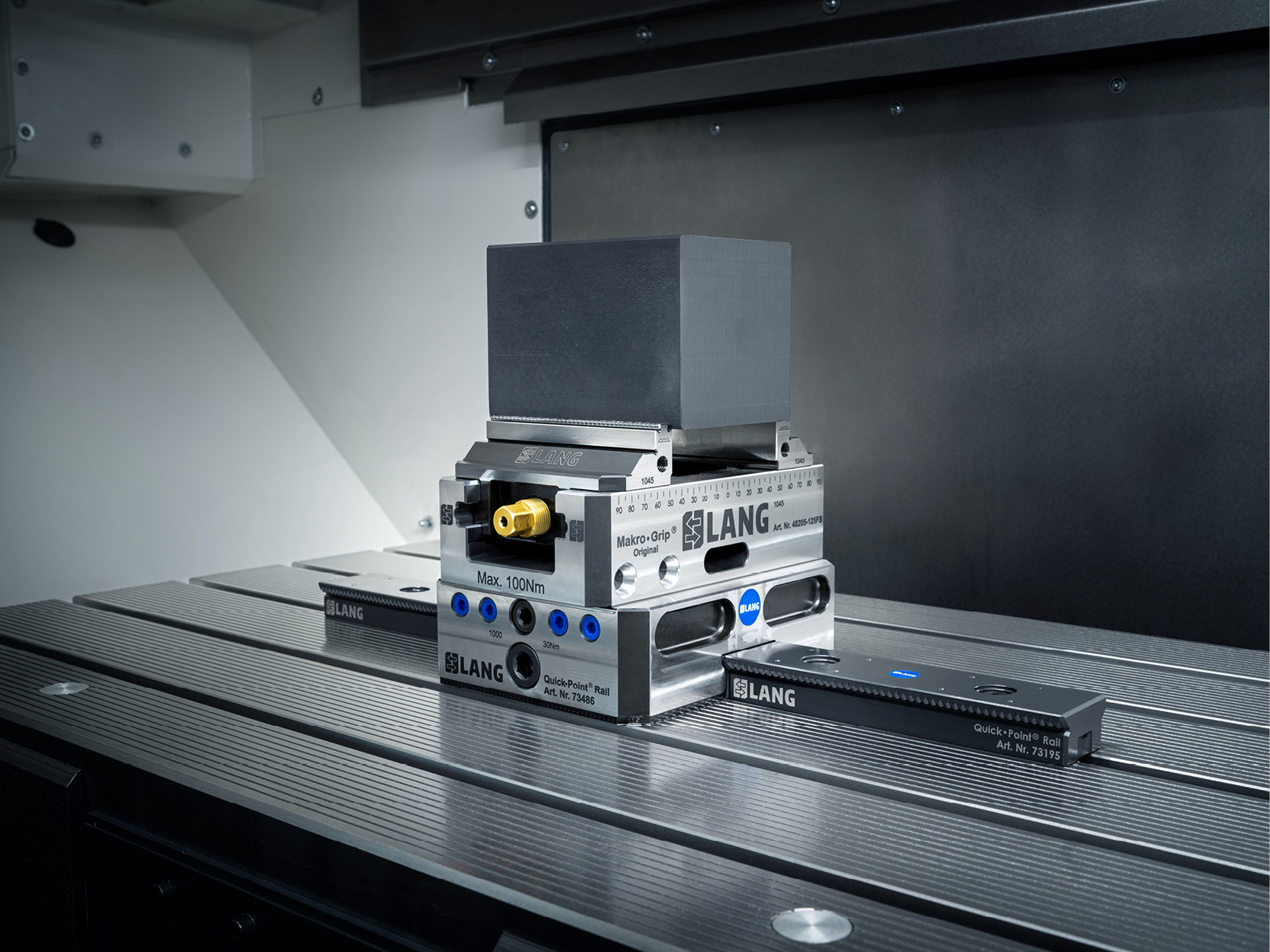
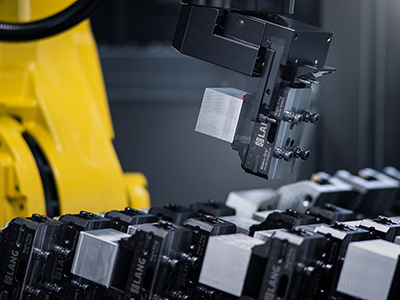
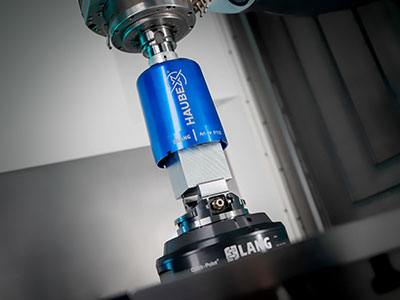
The Makro•Grip® 5-Axis Vise and its unique benefits of the stamping technology has been considered „The Original“ and a benchmark in the 5-face machining of raw parts for years. Its compact design and high holding forces make the Makro•Grip® 5-Axis Vise the ideal clamping device for machining raw parts.
- Holding force Thanks to the form-fit clamping principle, highest holding forces can be achieved with Makro•Grip®, even at low clamping pressure.
- Process reliability Clamping with Makro•Grip® provides maximum process reliability and is easy on the workpiece to be processes at the same time.
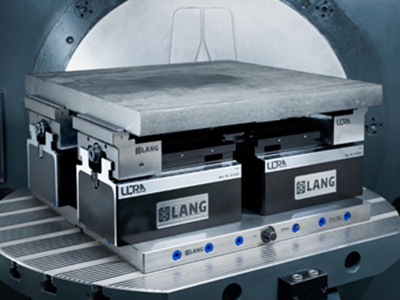
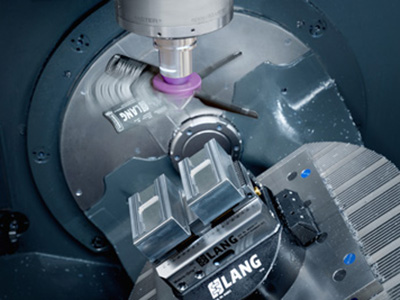
- Accessibility The compact Makro•Grip® self-centering vises guarantee ideal accessibility in the 5-axis machining of raw parts.
Learn more about the benefits and functionality of our workholding solutions for raw part and second operation machining.
Discover nowApplication pictures

LANG_AB_47155_001

LANG_AB_47155_002

LANG_AB_47155_003_Tebis_DE

LANG_AB_47155_004_Equa_EST
Application videos
Services
We will be happy to advise you individually and adapt your products for the best possible application.
Tungsten-Carbide-Coating
A special Tungsten-Carbide Coating can be applied on the plain clamping surfaces of the Mak-ro•Grip® jaws in order to double the friction force when clamping non-stamped parts, without leaving any traces on the workpiece.

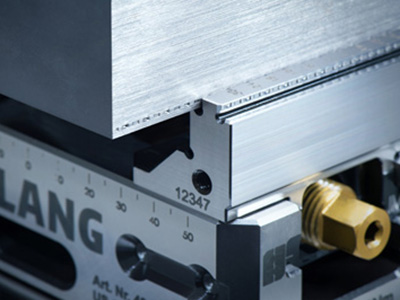
Modified Clamping depth
Sometimes raw material has a certain radius, which makes it hard to clamp it on the 3 mm step of the Makro•Grip® jaws. This can be solved by lowering the clamping step so that the workpie-ce is held above the radius. On the one hand, this provides a resting surface for the workpice, on the other hand it ensures safe clamping.

Spare parts and individual components

Item No. 48125-7720
To product page