





















Makro•Grip®, Mordazas de estampación Estándar, para materiales de hasta 35 HRC Nº de artículo 41111
Los datos clave de un vistazo
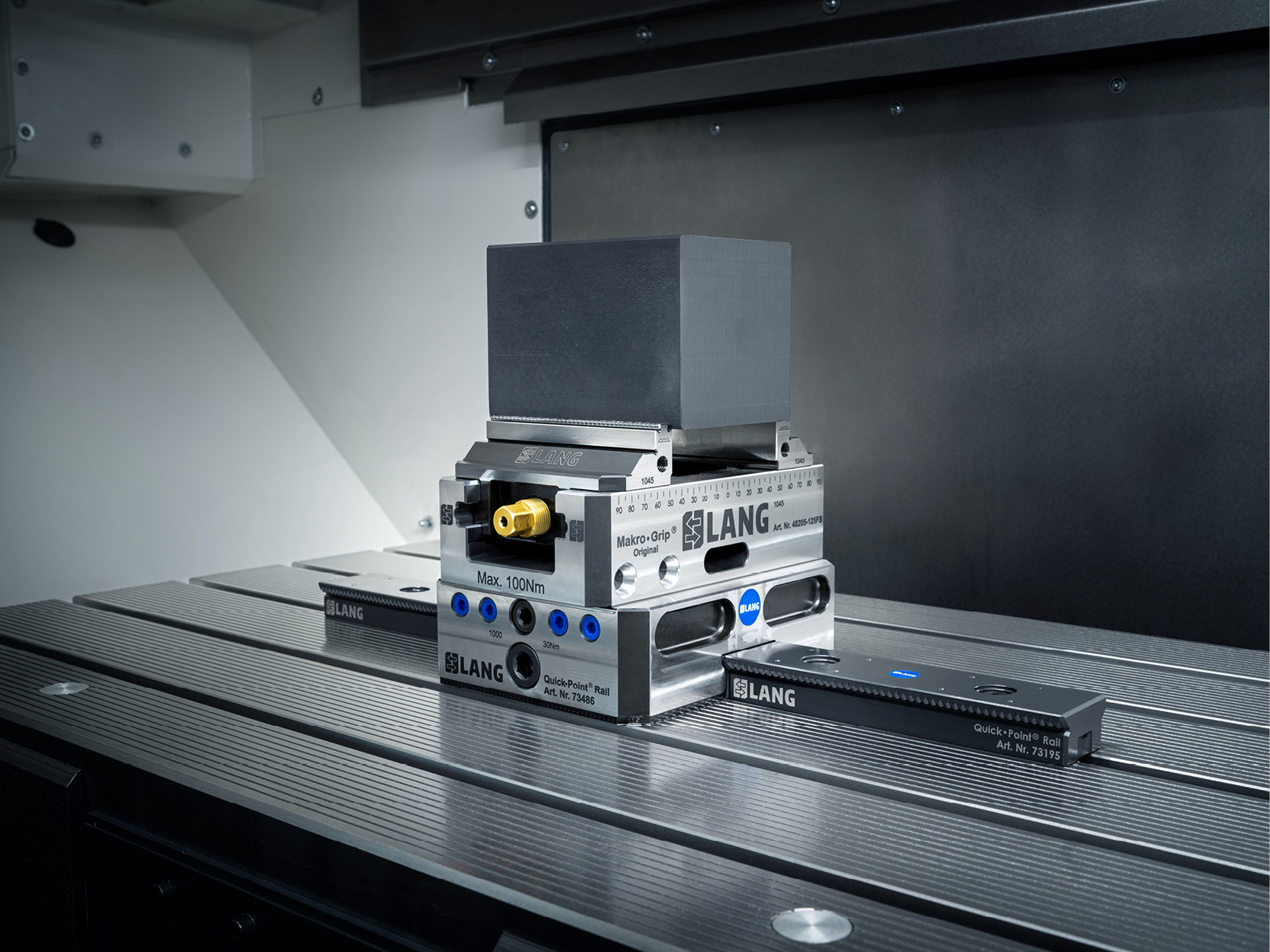
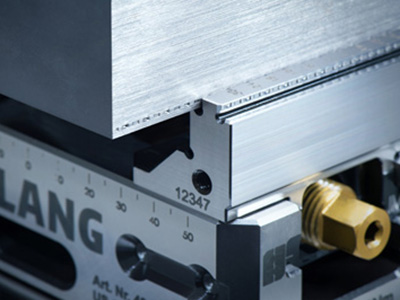
Con las mordazas de estampación montadas en la unidad de estampación, se proporciona a la pieza en bruto un contorno definido bajo alta presión y se sujeta mediante ajuste de forma en el tornillo de banco de 5 ejes Makro•Grip®. Las mordazas de estampación estándar están diseñadas para materiales de hasta un máximo de 35 HRC. Las paralelas sobre las que se apoya la pieza en bruto durante el proceso de estampación se incluyen en el suministro y están premontadas. La profundidad de sujeción de 3 mm es idéntica a la profundidad de sujeción para la sujeción posterior de la pieza de trabajo.
Tecnología de estampación Makro•Grip® y sujeción de piezas brutas
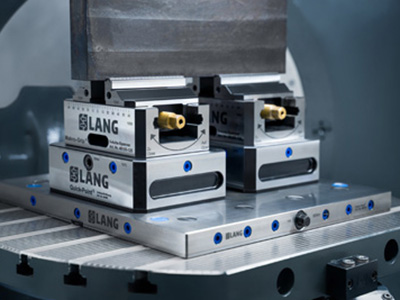
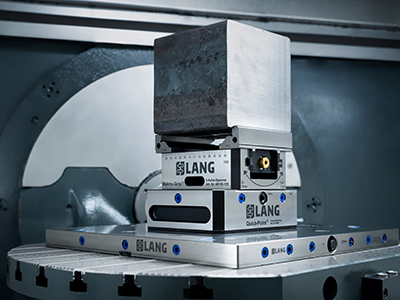
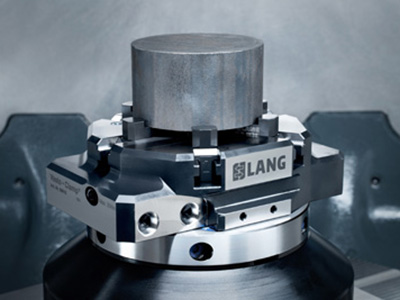
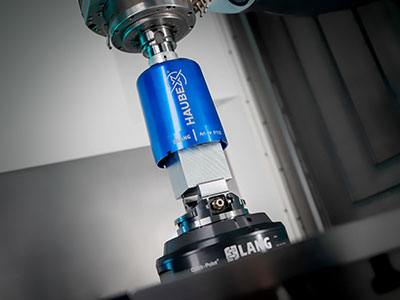
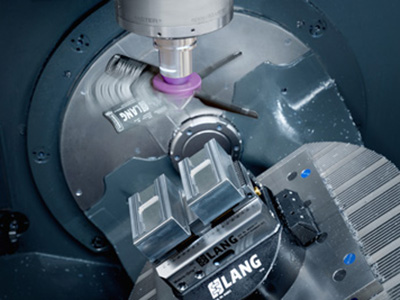
El tornillo de banco de 5 ejes Makro•Grip® y sus ventajas únicas de la tecnología de estampación se consideran desde hace años "El Original" y un referente en el mecanizado de piezas brutas en 5 caras. Su diseño compacto y sus elevadas fuerzas de sujeción hacen que el tornillo de banco de 5 ejes Makro•Grip® sea el dispositivo de sujeción ideal para el mecanizado de piezas en bruto.
El tornillo de banco de 5 ejes Makro•Grip® es el dispositivo de sujeción ideal para el mecanizado de piezas en bruto.
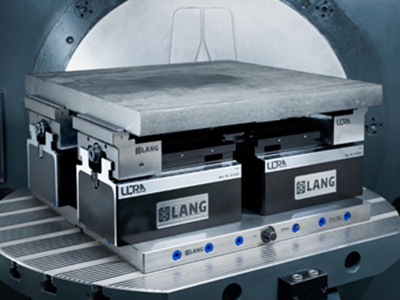
- Fuerza de retención Gracias al principio de sujeción de forma ajustada, con Makro-Grip® se pueden conseguir las mayores fuerzas de sujeción, incluso con una presión de sujeción baja.
- Fiabilidad del proceso La sujeción con Makro-Grip® proporciona la máxima seguridad en el proceso y, al mismo tiempo, es fácil para la pieza que se va a procesar.
- Accesibilidad Los compactos tornillos de banco autocentrantes Makro-Grip® garantizan una accesibilidad ideal en el mecanizado en 5 ejes de piezas brutas.
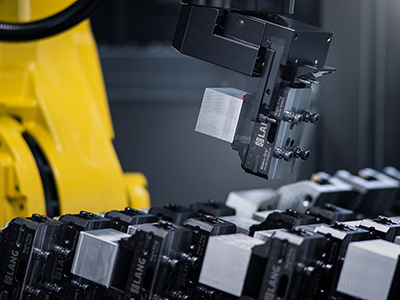
Descubra todas las ventajas y el funcionamiento de nuestras soluciones de sujeción para el mecanizado de piezas en bruto y de la cara posterior.
Descúbrelo ahoraServicios
Estaremos encantados de asesorarle individualmente y de adaptar sus productos para la mejor aplicación posible.
Preguntas frecuentes.

Reacondicionamiento de mordazas de estampación
Cuando los dientes de estampación están desgastados, las mordazas pueden reacondicionarse hasta 6 veces. El grosor original de una mordaza es de 18 mm. Con cada proceso de reacondicionamiento, el grosor se reduce en 0,5 mm hasta alcanzar los 15 mm (medidos en la punta más alta del diente). Si se rompe un diente de estampación, es necesario eliminar más de 0,5 mm y la cantidad total de procesos de reacondicionamiento se reduce en consecuencia.